- All
- Product Name
- Product Keyword
- Product Model
- Product Summary
- Product Description
- Multi Field Search

Views: 0 Author: Site Editor Publish Time: 2026-07-01 Origin: Site










The belling or socketing process serves as the critical final step in plastic pipe manufacturing operations. A single bottleneck here can instantly ruin perfectly extruded yields. Production managers often underestimate the mechanical complexities of socketing until costly joint failures occur. Factory floor pile-ups also happen rapidly when downstream machines fail. You need highly capable equipment to eliminate these joint risks effectively. It must match rapid extrusion speeds seamlessly and control ongoing energy overhead. This article provides production managers and procurement teams with a concrete, actionable framework. We will explore how to evaluate core machine specifications accurately. We will assess facility integration risks to prevent layout disasters. You will also learn exactly how to vet a reliable vendor properly. This careful vetting ensures long-term operational success for your facility. By understanding these technical nuances, you can safeguard your entire production process. You will ultimately protect your tight profit margins from unnecessary waste and downtime.
Material matters: PVC and HDPE require fundamentally different heating and forming protocols to prevent material degradation.
Speed synchronization is critical: An automatic belling machine must match or exceed the cycle times of your existing extrusion setup to prevent production pile-ups.
TCO over upfront cost: Investing in an energy-saving belling machine significantly reduces lifetime operational costs compared to budget models with high scrap rates.
Vetting requires proof: A credible manufacturer should offer transparent Factory Acceptance Testing (FAT) and guaranteed tooling tolerances.
Operators must understand material behavior to achieve perfect pipe joints. PVC and HDPE react differently to applied heat. They demand highly specialized handling during the socketing phase.
Rigid PVC demands strict temperature control during processing. Excess heat causes rapid material degradation and surface burning. You must heat the pipe ends evenly before forming. Tooling requirements vary based on the specific joint type. Solvent cement joints use a straightforward U-type socket design. Elastomeric ring joints require an intricate R-type socket. Operators typically rely on a dedicated PVC pipe belling machine for these demanding profiles. These machines use precision mandrels to shape the heated PVC accurately. Common mistakes occur when operators rush the heating cycle. Rushing causes brittle joints which fail under pressure.
Contractors predominantly join HDPE pipes using butt fusion techniques in the field. However, specific municipal applications still require socketed joints. HDPE introduces unique challenges due to its massive thermal mass. The polymer also exhibits a strong memory effect. The heated material desperately wants to return to its original extruded shape. You must apply extended cooling times while the pipe remains secured. Specialized internal mandrels hold the shape until the polymer fully sets. Rushing this critical cooling phase guarantees ovality issues. It always leads to weak joints and costly replacements.
Facilities must evaluate their current product mix before purchasing equipment. Ask yourself these practical questions:
Do you process only rigid PVC pipes daily?
Does your facility alternate between PVC and HDPE batches regularly?
Can your production schedule accommodate slower HDPE cooling times safely?
You can choose a dedicated machine for high-volume, single-material runs. Alternatively, you might select a dual-purpose system. Dual systems require advanced control recipes to switch between materials securely. They offer great flexibility but demand highly skilled operators.
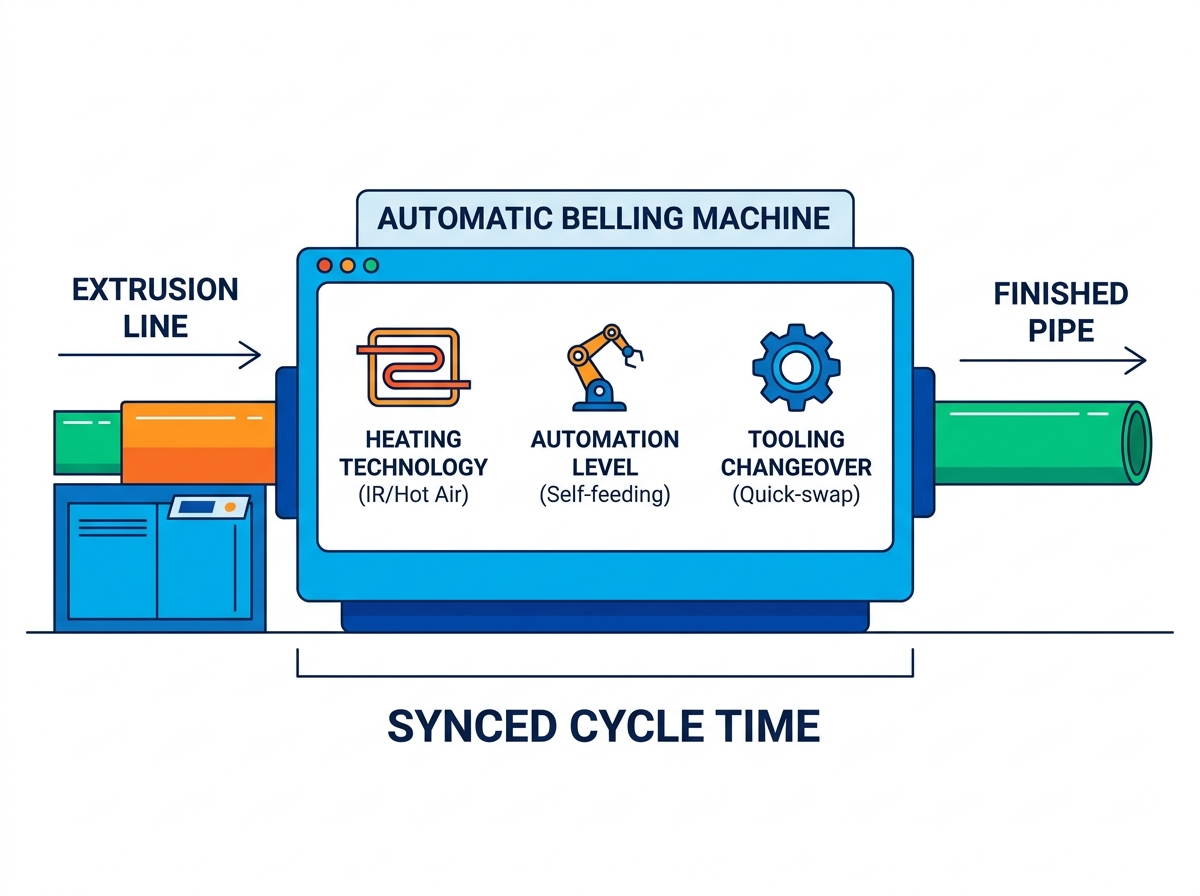
Choosing the correct equipment involves analyzing heating methods thoroughly. You must also review automation levels and changeover efficiency. These elements directly impact your daily factory yield.
Heating mechanisms dictate how fast you can process pipes. You generally choose between short-wave infrared (IR) heating and hot air circulation. We outlined the core differences in the comparison chart below.
Feature Category | Short-Wave Infrared (IR) | Hot Air Circulation |
|---|---|---|
Heating Speed | Very fast, instantaneous heat transfer | Slower, gradual temperature rise |
Penetration Depth | Surface-level focus, prone to scorching | Deep, uniform wall penetration |
Best Application | Thin-walled pipes, high-speed lines | Thick-walled pressure pipes |
Energy Efficiency | High efficiency for rapid cycles | Moderate efficiency, requires good insulation |
Labor costs constantly eat into manufacturing margins today. An automatic belling machine reduces manual intervention significantly across shifts. Consider these labor-saving automated features:
Self-feeding tables pull pipes directly from the main extrusion line.
Automated ejection systems stack finished products neatly onto storage racks.
Intelligent fault-detection alarms notify operators immediately upon heating failures.
Robotic arms handle heavy-duty pipes safely without strenuous human lifting.
These automated features keep production moving smoothly without constant oversight. Operators can focus on strict quality control instead of manual labor.
Downtime ruins profitability during frequent product changeovers. You must evaluate how quickly operators can swap mandrels. Look for quick-release mechanisms on all forming clamps. Operators should easily change tooling for different pipe diameters. Efficient machines allow full changeovers in under thirty minutes. Prolonged setups waste valuable manufacturing hours and stall deliveries. A common best practice involves staging the next tooling set nearby beforehand. This staging reduces walking time and speeds up the entire swap.
A high-performance socketing unit provides zero value independently. It must integrate seamlessly into your current factory workflow. Integration requires careful mathematical calculations and physical floor planning.
Your downstream equipment must perfectly match upstream output rates. You must calculate the exact haul-off speed accurately. Evaluate your existing HDPE pipe extrusion line or PVC setup. If your extruder produces three standard pipes per minute, listen closely. The belling unit must process at least three pipes per minute. Failing to match cycle times causes massive floor pile-ups. You will eventually have to slow down the extruder artificially. This slowdown wastes the extruder's true production capacity completely.
Modern factories rely heavily on unified control networks. The socketing unit needs programmable logic controller (PLC) compatibility. Reputable builders use widely accepted brands like Siemens or Mitsubishi. This compatibility ensures smooth data handoff across the entire plastic pipe production line. Automated speed adjustments prevent severe bottlenecks from forming. The main line can signal the socketing unit easily. It tells the machine to speed up or slow down automatically based on real-time flow.
Physical footprint poses a significant implementation risk everywhere. Factory floor space remains a premium asset for manufacturers. You must measure the available floor area precisely. Ensure the physical dimensions of the heating ovens fit comfortably. Verify the pipe accumulation tables fit your current layout. Leave adequate room for forklift access and daily maintenance personnel. A cramped installation complicates daily operations and creates severe safety hazards. Always map the machine layout using tape on your factory floor first.
Procurement teams sometimes focus too heavily on initial sticker prices. This limited approach ignores the massive long-term operational expenses. Running industrial heaters continuously drains facility budgets fast.
Heating thick plastic polymers requires immense electricity daily. Older models leak heat rapidly into the ambient factory environment. An energy-saving belling machine uses heavily insulated heating ovens instead. It retains internal warmth to minimize electrical draw. Servo-driven hydraulic and pneumatic systems offer another major upgrade. They only draw power during active mechanical movement. Traditional constant-run motors waste energy continuously while idling. These engineered improvements drastically lower your kilowatt-per-hour usage. You will notice significant drops in monthly utility bills almost immediately.
Consistent heating and precise mechanical forming reduce rejected products. Weak joints and severe ovality issues force operators to scrap pipes. Every scrapped pipe represents wasted virgin resin and lost time. It also wastes the expensive labor hours spent extruding it. High-quality socketing equipment ensures every pipe meets strict dimensional tolerances. You save money by converting more raw material into sellable goods.
You can evaluate the true financial impact logically. Calculate your comprehensive five-year operational expense rather than just the invoice. Use this straightforward mathematical framework to compare different machine models accurately:
Determine the upfront machine purchase cost.
Add the projected energy usage over a five-year period.
Add estimated preventative maintenance and breakdown downtime expenses.
Subtract the raw material value saved from lower scrap rates.
This straightforward framework reveals true equipment value. Efficient machines essentially pay for themselves over time through utility and scrap savings.
Vendor selection carries as much weight as technical machine specifications. You need a reliable partner capable of delivering consistent support.
Avoid generalist machinery builders when sourcing plastic equipment. Look for a dedicated belling machine manufacturer instead. They must specialize in pipe extrusion downstream equipment exclusively. Specialized builders understand complex polymer flow and shrinkage rates. They understand harsh factory floor realities better than anyone. Their engineering teams have already solved the exact processing problems you face.
Verify their industry certifications rigorously before signing contracts. They should hold standard CE or ISO manufacturing certifications. More importantly, they must build tooling compliant with regional standards. Ask them to prove compliance with ASTM, DIN, or ISO requirements. Faulty tooling dimensions will render your finished pipes completely unsellable.
Never accept shipment without completing a Factory Acceptance Test (FAT). Insist on running this rigorous test using your exact samples. Send them your extruded pipes before they finalize the machine assembly. The FAT process proves several crucial elements instantly. It validates the machine hits the promised cycle times safely. It confirms all sockets meet the required dimensional tolerances exactly. It verifies the automated ejection systems handle your specific pipe weights.
Evaluate their service level agreement (SLA) carefully post-sale. Hardware breaks down eventually under heavy industrial use. You need immediate access to specialized replacement components. Check their remote troubleshooting capabilities thoroughly. Can their software engineers diagnose PLC faults online? Ask about their technician dispatch times for major mechanical breakdowns. Fast post-sale support keeps your factory running profitably year round.
Selecting the right socketing equipment requires careful operational analysis. Your decision ultimately rests on material compatibility and cycle speed synchronization. It also depends on verifiable vendor reliability. Do not let poorly designed downstream equipment limit your overall factory output.
Follow these immediate next steps to begin your procurement process today:
Audit your current extrusion line speeds across all active pipe sizes.
Document your exact pipe diameter ranges and joint profile requirements.
Compile this data into a definitive Request for Quote (RFQ) document.
Demand transparent FAT procedures before finalizing any vendor contracts.
A: Yes, operators can process both materials on a single dual-purpose machine. However, it requires specialized tooling swaps for different socket profiles. You must also program distinct heating and cooling PLC recipes to handle the differing thermal properties of each polymer.
A: Standard industry lead times typically range from 45 to 90 days. This timeline depends heavily on the required customization levels, the complexity of the internal mandrels, and current factory workloads. Specialized dual-purpose machines usually push closer to the 90-day mark.
A: The machine utilizes adjustable photoelectric sensors to detect incoming pipe positions accurately. Pneumatic clamps secure the pipe firmly once it enters the heating zone. Operators can easily adjust these sensor brackets to accommodate standard lengths ranging from three to six meters seamlessly.




