
Görüntüleme: 0 Yazar: Site Editörü Yayınlanma Tarihi: 2026-07-01 Kaynak: Alan










Muflama veya muflama işlemi, plastik boru imalat operasyonlarında kritik son adım olarak hizmet eder. Buradaki tek bir darboğaz, mükemmel şekilde ekstrüde edilmiş verimi anında mahvedebilir. Üretim yöneticileri genellikle maliyetli bağlantı arızaları ortaya çıkana kadar soketlemenin mekanik karmaşıklığını hafife alırlar. Fabrika katındaki yığılmalar da aşağı yöndeki makineler arızalandığında hızla meydana gelir. Bu ortak riskleri etkili bir şekilde ortadan kaldırmak için son derece yetenekli ekipmanlara ihtiyacınız var. Hızlı ekstrüzyon hızlarına sorunsuz bir şekilde uyum sağlamalı ve devam eden enerji yükünü kontrol etmelidir. Bu makale, üretim yöneticilerine ve satın alma ekiplerine somut, uygulanabilir bir çerçeve sunmaktadır. Temel makine özelliklerinin nasıl doğru bir şekilde değerlendirileceğini keşfedeceğiz. Yerleşim felaketlerini önlemek için tesis entegrasyon risklerini değerlendireceğiz. Ayrıca güvenilir bir satıcıyı nasıl düzgün bir şekilde inceleyeceğinizi de öğreneceksiniz. Bu dikkatli inceleme, tesisinizin uzun vadeli operasyonel başarısını garanti eder. Bu teknik nüansları anlayarak tüm üretim sürecinizi koruyabilirsiniz. Sonuçta sıkı kar marjlarınızı gereksiz atıklardan ve kesintilerden koruyacaksınız.
Maddi konular: PVC ve HDPE, malzemenin bozulmasını önlemek için temelde farklı ısıtma ve şekillendirme protokolleri gerektirir.
Hız senkronizasyonu kritik öneme sahiptir: Üretim yığılmalarını önlemek için otomatik muf makinesinin mevcut ekstrüzyon kurulumunuzun döngü sürelerine uyması veya bu süreyi aşması gerekir.
Peşin maliyet üzerinden TCO: Enerji tasarruflu bir muf makinesine yatırım yapmak, yüksek hurda oranlarına sahip bütçe modelleriyle karşılaştırıldığında ömür boyu işletme maliyetlerini önemli ölçüde azaltır.
İnceleme kanıt gerektirir: Güvenilir bir üretici şeffaf Fabrika Kabul Testi (FAT) ve garantili takım toleransları sunmalıdır.
Mükemmel boru bağlantıları elde etmek için operatörlerin malzeme davranışını anlamaları gerekir. PVC ve HDPE uygulanan ısıya farklı tepki verir. Soketleme aşamasında son derece uzmanlaşmış bir işlem gerektirirler.
Sert PVC, işleme sırasında sıkı sıcaklık kontrolü gerektirir. Aşırı ısı, hızlı malzeme bozulmasına ve yüzey yanmasına neden olur. Şekillendirmeden önce boru uçlarını eşit şekilde ısıtmanız gerekir. Alet gereksinimleri belirli bağlantı tipine göre değişir. Solventli çimento bağlantılarında basit bir U tipi soket tasarımı kullanılır. Elastomerik halka bağlantıları karmaşık bir R tipi soket gerektirir. Operatörler genellikle özel bir PVC boru muflama makinesi . Bu zorlu profiller için Bu makineler, ısıtılmış PVC'yi doğru bir şekilde şekillendirmek için hassas mandreller kullanır. Operatörler ısıtma döngüsünü aceleye getirdiğinde yaygın hatalar meydana gelir. Acele etmek, basınç altında bozulan kırılgan bağlantılara neden olur.
Müteahhitler çoğunlukla sahada alın füzyon teknikleri kullanarak HDPE borularını birleştiriyorlar. Bununla birlikte, belirli belediye uygulamaları hâlâ soketli bağlantılara ihtiyaç duymaktadır. HDPE, muazzam termal kütlesi nedeniyle benzersiz zorluklar ortaya çıkarmaktadır. Polimer aynı zamanda güçlü bir hafıza etkisi de sergiliyor. Isıtılan malzeme umutsuzca orijinal ekstrüzyon şekline geri dönmek istiyor. Boru sabit kalırken daha uzun soğutma süreleri uygulamanız gerekir. Özel iç mandreller, polimer tamamen sertleşene kadar şekli korur. Bu kritik soğutma aşamasını aceleye getirmek ovallik sorunlarını garanti eder. Her zaman zayıf bağlantılara ve maliyetli değiştirmelere yol açar.
Tesisler ekipman satın almadan önce mevcut ürün karışımını değerlendirmelidir. Kendinize şu pratik soruları sorun:
Günlük olarak yalnızca sert PVC boruları mı işliyorsunuz?
Tesisinizde düzenli olarak PVC ve HDPE partileri arasında geçiş yapılıyor mu?
Üretim planınız daha yavaş HDPE soğutma sürelerine güvenli bir şekilde uyum sağlayabiliyor mu?
Yüksek hacimli, tek malzemeli işler için özel bir makine seçebilirsiniz. Alternatif olarak çift amaçlı bir sistem seçebilirsiniz. İkili sistemler, malzemeler arasında güvenli bir şekilde geçiş yapmak için gelişmiş kontrol tarifleri gerektirir. Büyük esneklik sunarlar ancak yüksek vasıflı operatörler gerektirirler.
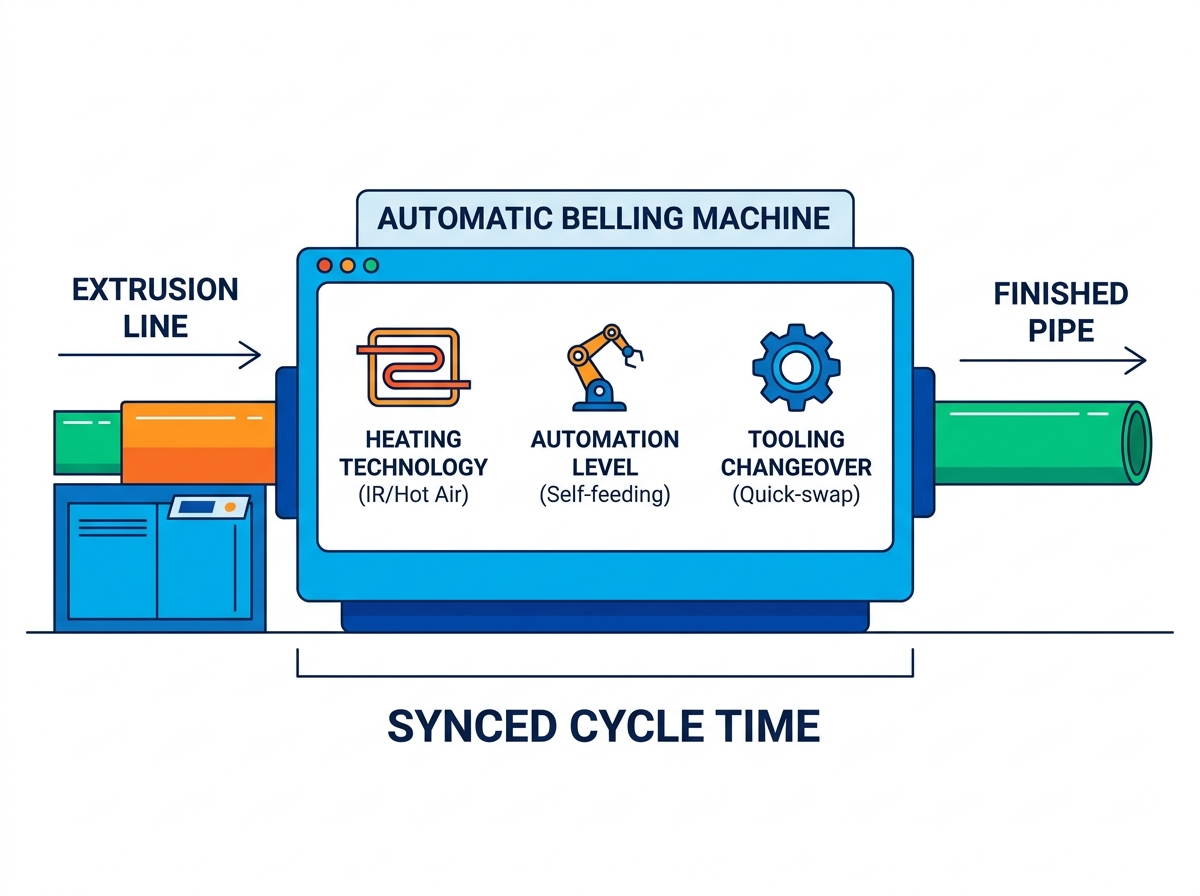
Doğru ekipmanı seçmek, ısıtma yöntemlerinin kapsamlı bir şekilde analiz edilmesini gerektirir. Ayrıca otomasyon seviyelerini ve geçiş verimliliğini de gözden geçirmelisiniz. Bu unsurlar günlük fabrika veriminizi doğrudan etkiler.
Isıtma mekanizmaları boruları ne kadar hızlı işleyebileceğinizi belirler. Genellikle kısa dalga kızılötesi (IR) ısıtma ve sıcak hava sirkülasyonu arasında seçim yaparsınız. Aşağıdaki karşılaştırma tablosunda temel farklılıkları özetledik.
Özellik Kategorisi |
Kısa Dalga Kızılötesi (IR) |
Sıcak Hava Sirkülasyonu |
|---|---|---|
Isıtma Hızı |
Çok hızlı, anında ısı transferi |
Daha yavaş, kademeli sıcaklık artışı |
Penetrasyon Derinliği |
Yüzey seviyesinde odaklanma, kavurmaya eğilimli |
Derin, düzgün duvar nüfuzu |
En İyi Uygulama |
İnce duvarlı borular, yüksek hızlı hatlar |
Kalın duvarlı basınçlı borular |
Enerji Verimliliği |
Hızlı döngüler için yüksek verimlilik |
Orta verimlilik, iyi yalıtım gerektirir |
İşgücü maliyetleri günümüzde sürekli olarak üretim marjlarını tüketmektedir. Bir otomatik muf makinesi vardiyalarda manuel müdahaleyi önemli ölçüde azaltır. İş gücünden tasarruf sağlayan bu otomatik özellikleri göz önünde bulundurun:
Kendinden beslemeli tablalar boruları doğrudan ana ekstrüzyon hattından çeker.
Otomatik çıkarma sistemleri, bitmiş ürünleri depolama raflarına düzgün bir şekilde istifler.
Akıllı arıza tespit alarmları, ısıtma arızalarında operatörleri anında bilgilendirir.
Robotik kollar, ağır hizmet tipi boruları, insan tarafından yorucu bir şekilde kaldırılmadan güvenli bir şekilde taşır.
Bu otomatik özellikler, üretimin sürekli gözetim olmadan sorunsuz şekilde ilerlemesini sağlar. Operatörler manuel işçilik yerine sıkı kalite kontrole odaklanabilirler.
Arıza süreleri, sık ürün değişimleri sırasında karlılığı bozar. Operatörlerin mandrelleri ne kadar hızlı değiştirebileceğini değerlendirmelisiniz. Tüm şekillendirme kelepçelerinde hızlı serbest bırakma mekanizmalarına bakın. Operatörler farklı boru çaplarına göre takımları kolaylıkla değiştirebilmelidir. Verimli makineler otuz dakikadan kısa sürede tam değişime olanak sağlar. Uzun süren kurulumlar, değerli üretim saatlerinin boşa gitmesine ve teslimatların durmasına neden olur. Yaygın olarak kullanılan en iyi uygulamalardan biri, bir sonraki takım setinin önceden yakına yerleştirilmesidir. Bu aşamalandırma yürüme süresini azaltır ve tüm değişimi hızlandırır.
Yüksek performanslı bir soketleme ünitesi bağımsız olarak sıfır değer sağlar. Mevcut fabrika iş akışınıza kusursuz bir şekilde entegre olmalıdır. Entegrasyon dikkatli matematiksel hesaplamalar ve fiziksel zemin planlaması gerektirir.
Aşağı yöndeki ekipmanınız yukarı yöndeki çıkış hızlarıyla mükemmel şekilde eşleşmelidir. Tam çekme hızını doğru bir şekilde hesaplamanız gerekir. Mevcut durumunuzu değerlendirin HDPE boru ekstrüzyon hattı veya PVC kurulumu. Ekstruderiniz dakikada üç standart boru üretiyorsa yakından dinleyin. Muf ünitesi dakikada en az üç boruyu işlemelidir. Çevrim sürelerinin eşleştirilmesindeki başarısızlık, büyük zemin yığılmalarına neden olur. Sonunda ekstrüderi yapay olarak yavaşlatmak zorunda kalacaksınız. Bu yavaşlama, ekstruderin gerçek üretim kapasitesini tamamen boşa harcar.
Modern fabrikalar büyük ölçüde birleşik kontrol ağlarına güveniyor. Soketleme ünitesinin programlanabilir mantık denetleyici (PLC) uyumluluğuna ihtiyacı vardır. Saygın inşaatçılar Siemens veya Mitsubishi gibi yaygın olarak kabul gören markaları kullanıyor. Bu uyumluluk tüm cihazda sorunsuz veri aktarımı sağlar plastik boru üretim hattı . Otomatik hız ayarlamaları ciddi darboğazların oluşmasını önler. Ana hat soket ünitesine kolaylıkla sinyal verebilir. Makineye, gerçek zamanlı akışa göre otomatik olarak hızlanmasını veya yavaşlamasını söyler.
Fiziksel ayak izi her yerde önemli bir uygulama riski oluşturmaktadır. Fabrika alanı üreticiler için birinci sınıf bir varlık olmaya devam ediyor. Mevcut zemin alanını tam olarak ölçmelisiniz. Isıtma fırınlarının fiziksel boyutlarının rahatça sığmasına dikkat edin. Boru birikim tablolarının mevcut düzeninize uygun olduğunu doğrulayın. Forklift erişimi ve günlük bakım personeli için yeterli alan bırakın. Sıkışık bir kurulum günlük işlemleri zorlaştırır ve ciddi güvenlik tehlikeleri yaratır. Makine yerleşimini her zaman önce fabrika zeminindeki bandı kullanarak haritalandırın.
Tedarik ekipleri bazen ilk etiket fiyatlarına çok fazla odaklanıyor. Bu sınırlı yaklaşım, uzun vadeli büyük işletme giderlerini göz ardı etmektedir. Endüstriyel ısıtıcıların sürekli çalıştırılması tesis bütçelerini hızla tüketir.
Kalın plastik polimerlerin ısıtılması günlük olarak çok fazla elektrik gerektirir. Eski modeller ısıyı hızla fabrika ortamına sızdırıyor. Bir enerji tasarruflu muflama makinesi bunun yerine yüksek yalıtımlı ısıtma fırınları kullanır. Elektrik çekişini en aza indirmek için iç sıcaklığı korur. Servo tahrikli hidrolik ve pnömatik sistemler başka bir önemli yükseltme sunuyor. Yalnızca aktif mekanik hareket sırasında güç çekerler. Geleneksel sabit çalışan motorlar rölantideyken sürekli olarak enerji israfına neden olur. Bu mühendislik iyileştirmeleri, saat başına kilowatt kullanımınızı büyük ölçüde azaltır. Aylık elektrik faturalarınızda önemli düşüşleri hemen fark edeceksiniz.
Tutarlı ısıtma ve hassas mekanik şekillendirme, reddedilen ürünleri azaltır. Zayıf bağlantılar ve ciddi ovallik sorunları, operatörleri boruları hurdaya ayırmaya zorlar. Hurdaya çıkarılan her boru, israf edilen işlenmemiş reçineyi ve kaybedilen zamanı temsil eder. Aynı zamanda onu ekstrüde etmek için harcanan pahalı iş saatlerini de boşa harcar. Yüksek kaliteli soketleme ekipmanı, her borunun katı boyut toleranslarını karşılamasını sağlar. Daha fazla ham maddeyi satılabilir mallara dönüştürerek paradan tasarruf edersiniz.
Gerçek finansal etkiyi mantıksal olarak değerlendirebilirsiniz. Yalnızca fatura yerine beş yıllık kapsamlı operasyonel giderinizi hesaplayın. Farklı makine modellerini doğru bir şekilde karşılaştırmak için bu basit matematiksel çerçeveyi kullanın:
Ön makine satın alma maliyetini belirleyin.
Beş yıllık bir süre boyunca öngörülen enerji kullanımını ekleyin.
Tahmini önleyici bakım ve arıza kesintisi masraflarını ekleyin.
Daha düşük hurda oranlarından tasarruf edilen hammadde değerini çıkarın.
Bu basit çerçeve, gerçek ekipman değerini ortaya çıkarır. Verimli makineler esasen zaman içinde kullanım ve hurda tasarrufları yoluyla kendilerini amorti ederler.
Satıcı seçimi, makinenin teknik özellikleri kadar ağırlık taşır. Tutarlı destek sunabilecek güvenilir bir ortağa ihtiyacınız var.
Plastik ekipman tedarik ederken genel makine imalatçılarından kaçının. Özel birini arayın bunun yerine muf makinesi üreticisi . Sadece boru ekstrüzyon aşağı akış ekipmanında uzmanlaşmalıdırlar. Uzman inşaatçılar karmaşık polimer akışını ve büzülme oranlarını anlar. Fabrika ortamının zorlu gerçeklerini herkesten daha iyi anlıyorlar. Mühendislik ekipleri, karşılaştığınız işleme sorunlarını tam olarak çözmüştür.
Sözleşmeleri imzalamadan önce sektör sertifikalarını titizlikle doğrulayın. Standart CE veya ISO üretim sertifikalarına sahip olmaları gerekir. Daha da önemlisi, bölgesel standartlarla uyumlu takımlar oluşturmaları gerekiyor. ASTM, DIN veya ISO gerekliliklerine uygunluğu kanıtlamalarını isteyin. Hatalı takım boyutları, bitmiş borularınızı tamamen satılamaz hale getirecektir.
Fabrika Kabul Testini (FAT) tamamlamadan asla gönderiyi kabul etmeyin. Bu zorlu testi tam numunelerinizi kullanarak yürütmek konusunda ısrar edin. Makine montajını tamamlamadan ekstrüzyon borularınızı onlara gönderin. FAT süreci birçok önemli unsuru anında kanıtlar. Makinenin söz verilen çevrim sürelerine güvenli bir şekilde ulaştığını doğrular. Tüm soketlerin gerekli boyut toleranslarını tam olarak karşıladığını doğrular. Otomatik tahliye sistemlerinin spesifik boru ağırlıklarınızı taşıdığını doğrular.
Hizmet düzeyi sözleşmelerini (SLA) satış sonrasında dikkatle değerlendirin. Donanım, ağır endüstriyel kullanım nedeniyle eninde sonunda bozulur. Özel yedek bileşenlere anında erişmeniz gerekiyor. Uzaktan sorun giderme yeteneklerini kapsamlı bir şekilde kontrol edin. Yazılım mühendisleri PLC arızalarını çevrimiçi teşhis edebilir mi? Büyük mekanik arızalar için teknisyenlerinin sevk edilme zamanlarını sorun. Hızlı satış sonrası destek, fabrikanızın yıl boyunca karlı bir şekilde çalışmasını sağlar.
Doğru soketleme ekipmanının seçilmesi dikkatli bir operasyonel analiz gerektirir. Kararınız sonuçta malzeme uyumluluğuna ve döngü hızı senkronizasyonuna bağlıdır. Aynı zamanda doğrulanabilir satıcı güvenilirliğine de bağlıdır. Kötü tasarlanmış alt ekipmanların genel fabrika çıktınızı sınırlamasına izin vermeyin.
Tedarik sürecinize bugün başlamak için aşağıdaki hemen sonraki adımları izleyin:
Tüm aktif boru boyutlarında mevcut ekstrüzyon hattı hızlarınızı denetleyin.
Tam boru çapı aralıklarınızı ve bağlantı profili gereksinimlerinizi belgeleyin.
Bu verileri kesin bir Fiyat Teklifi Talebi (RFQ) belgesinde derleyin.
Herhangi bir satıcı sözleşmesini sonuçlandırmadan önce şeffaf FAT prosedürleri talep edin.
C: Evet, operatörler her iki malzemeyi de tek bir çift amaçlı makinede işleyebilir. Ancak farklı soket profilleri için özel takım takasları gerektirir. Ayrıca her polimerin farklı termal özelliklerini idare etmek için farklı ısıtma ve soğutma PLC reçetelerini de programlamanız gerekir.
C: Standart endüstri teslim süreleri genellikle 45 ila 90 gün arasında değişir. Bu zaman çizelgesi büyük ölçüde gerekli özelleştirme düzeylerine, dahili mandrellerin karmaşıklığına ve mevcut fabrika iş yüklerine bağlıdır. Özel çift amaçlı makineler genellikle 90 günlük süreye yaklaşıyor.
C: Makine, gelen boru konumlarını doğru bir şekilde tespit etmek için ayarlanabilir fotoelektrik sensörler kullanır. Pnömatik kelepçeler boruyu ısıtma bölgesine girdikten sonra sıkıca sabitler. Operatörler bu sensör braketlerini, üç ila altı metre arasındaki standart uzunluklara sorunsuzca uyum sağlayacak şekilde kolayca ayarlayabilir.




