
การเข้าชม: 0 ผู้แต่ง: บรรณาธิการเว็บไซต์ เวลาเผยแพร่: 2026-07-01 ที่มา: เว็บไซต์










กระบวนการเบลล์หรือซ็อกเก็ตทำหน้าที่เป็นขั้นตอนสุดท้ายที่สำคัญในการดำเนินการผลิตท่อพลาสติก ปัญหาคอขวดเพียงจุดเดียวสามารถทำลายผลผลิตที่อัดออกมาได้อย่างสมบูรณ์แบบทันที ผู้จัดการฝ่ายผลิตมักจะประเมินความซับซ้อนทางกลของการเสียบปลั๊กต่ำไป จนกระทั่งข้อต่อเสียหายซึ่งมีค่าใช้จ่ายสูงเกิดขึ้น การกองซ้อนบนพื้นโรงงานยังเกิดขึ้นอย่างรวดเร็วเมื่อเครื่องจักรดาวน์สตรีมล้มเหลว คุณต้องมีอุปกรณ์ที่มีความสามารถสูงเพื่อขจัดความเสี่ยงร่วมเหล่านี้อย่างมีประสิทธิภาพ ต้องสอดคล้องกับความเร็วการอัดรีดที่รวดเร็วอย่างราบรื่นและควบคุมค่าใช้จ่ายด้านพลังงานที่กำลังดำเนินอยู่ บทความนี้จะให้กรอบการทำงานที่เป็นรูปธรรมและดำเนินการได้แก่ผู้จัดการฝ่ายผลิตและทีมจัดซื้อ เราจะสำรวจวิธีประเมินข้อมูลจำเพาะของเครื่องหลักอย่างแม่นยำ เราจะประเมินความเสี่ยงในการบูรณาการสิ่งอำนวยความสะดวกเพื่อป้องกันภัยพิบัติจากแผนผัง คุณจะได้เรียนรู้วิธีการคัดเลือกผู้ขายที่เชื่อถือได้อย่างถูกต้อง การตรวจสอบอย่างรอบคอบนี้รับประกันความสำเร็จในการปฏิบัติงานในระยะยาวสำหรับโรงงานของคุณ เมื่อเข้าใจถึงความแตกต่างทางเทคนิคเหล่านี้ คุณสามารถปกป้องกระบวนการผลิตทั้งหมดของคุณได้ ในที่สุดคุณจะสามารถปกป้องอัตรากำไรที่จำกัดของคุณจากการสิ้นเปลืองและการหยุดทำงานโดยไม่จำเป็น
เรื่องของวัสดุ: PVC และ HDPE ต้องการการให้ความร้อนและการขึ้นรูปที่แตกต่างกันโดยพื้นฐานเพื่อป้องกันการย่อยสลายของวัสดุ
การซิงโครไนซ์ความเร็วเป็นสิ่งสำคัญ: เครื่องเบลดอัตโนมัติต้องตรงหรือเกินรอบเวลาของการตั้งค่าการอัดขึ้นรูปที่มีอยู่ของคุณ เพื่อป้องกันไม่ให้การผลิตกองพะเนิน
TCO ที่สูงกว่าต้นทุนล่วงหน้า: การลงทุนในเครื่องเบลดแบบประหยัดพลังงานช่วยลดต้นทุนการดำเนินงานตลอดอายุการใช้งานได้อย่างมาก เมื่อเทียบกับรุ่นราคาประหยัดที่มีอัตราเศษซากสูง
การตรวจคัดกรองต้องมีการพิสูจน์: ผู้ผลิตที่น่าเชื่อถือควรเสนอการทดสอบการยอมรับของโรงงาน (FAT) ที่โปร่งใส และรับประกันความทนทานต่อเครื่องมือ
ผู้ปฏิบัติงานต้องเข้าใจพฤติกรรมของวัสดุเพื่อให้ได้ข้อต่อท่อที่สมบูรณ์แบบ PVC และ HDPE ตอบสนองต่อความร้อนที่ใช้ต่างกัน พวกเขาต้องการการจัดการที่เชี่ยวชาญเป็นพิเศษในระหว่างขั้นตอนการเสียบปลั๊ก
PVC แข็งต้องการการควบคุมอุณหภูมิที่เข้มงวดระหว่างการประมวลผล ความร้อนที่มากเกินไปทำให้เกิดการสลายวัสดุอย่างรวดเร็วและการเผาไหม้ที่พื้นผิว คุณต้องให้ความร้อนปลายท่อเท่ากันก่อนที่จะขึ้นรูป ข้อกำหนดด้านเครื่องมือจะแตกต่างกันไปขึ้นอยู่กับประเภทของข้อต่อเฉพาะ ข้อต่อซีเมนต์ตัวทำละลายใช้การออกแบบซ็อกเก็ตชนิด U ตรงไปตรงมา ข้อต่อวงแหวนอีลาสโตเมอร์ต้องใช้ลูกบ๊อกซ์ชนิด R ที่ซับซ้อน ผู้ประกอบการมักจะพึ่งพาเฉพาะ เครื่องเบลดท่อ PVC สำหรับโปรไฟล์ที่มีความต้องการสูงเหล่านี้ เครื่องจักรเหล่านี้ใช้แมนเดรลที่มีความแม่นยำเพื่อกำหนดรูปร่าง PVC ที่ได้รับความร้อนอย่างถูกต้อง ข้อผิดพลาดทั่วไปเกิดขึ้นเมื่อผู้ปฏิบัติงานเร่งวงจรการทำความร้อน การเร่งรีบทำให้ข้อต่อเปราะซึ่งล้มเหลวภายใต้ความกดดัน
ผู้รับเหมาส่วนใหญ่จะต่อท่อ HDPE โดยใช้เทคนิคการเชื่อมแบบชนก้นในภาคสนาม อย่างไรก็ตาม การใช้งานในเขตเทศบาลโดยเฉพาะยังคงต้องใช้ข้อต่อแบบซ็อกเก็ต HDPE นำเสนอความท้าทายที่ไม่เหมือนใครเนื่องจากมีมวลความร้อนมหาศาล โพลีเมอร์ยังแสดงผลความจำที่แข็งแกร่งอีกด้วย วัสดุที่ได้รับความร้อนต้องการอย่างยิ่งที่จะกลับคืนสู่รูปร่างที่อัดออกมาแบบเดิม คุณต้องยืดเวลาการทำความเย็นออกไปในขณะที่ท่อยังคงยึดแน่นหนา แกนภายในแบบพิเศษจะยึดรูปร่างไว้จนกว่าโพลีเมอร์จะเซ็ตตัวเต็มที่ การเร่งระยะการทำความเย็นที่สำคัญนี้รับประกันปัญหาการตกไข่ มันมักจะนำไปสู่ข้อต่อที่อ่อนแอและการเปลี่ยนทดแทนที่มีราคาแพง
สิ่งอำนวยความสะดวกจะต้องประเมินส่วนผสมของผลิตภัณฑ์ในปัจจุบันก่อนที่จะซื้ออุปกรณ์ ถามตัวเองด้วยคำถามเชิงปฏิบัติเหล่านี้:
คุณดำเนินการเฉพาะท่อ PVC แข็งทุกวันหรือไม่?
โรงงานของคุณสลับระหว่างชุด PVC และ HDPE เป็นประจำหรือไม่
ตารางการผลิตของคุณสามารถรองรับเวลาการทำความเย็น HDPE ที่ช้าลงได้อย่างปลอดภัยหรือไม่?
คุณสามารถเลือกเครื่องจักรเฉพาะสำหรับการวิ่งวัสดุเดี่ยวปริมาณมากได้ หรือคุณอาจเลือกระบบอเนกประสงค์ก็ได้ ระบบคู่ต้องใช้สูตรการควบคุมขั้นสูงเพื่อสลับระหว่างวัสดุอย่างปลอดภัย ให้ความยืดหยุ่นสูงแต่ต้องการผู้ปฏิบัติงานที่มีทักษะสูง
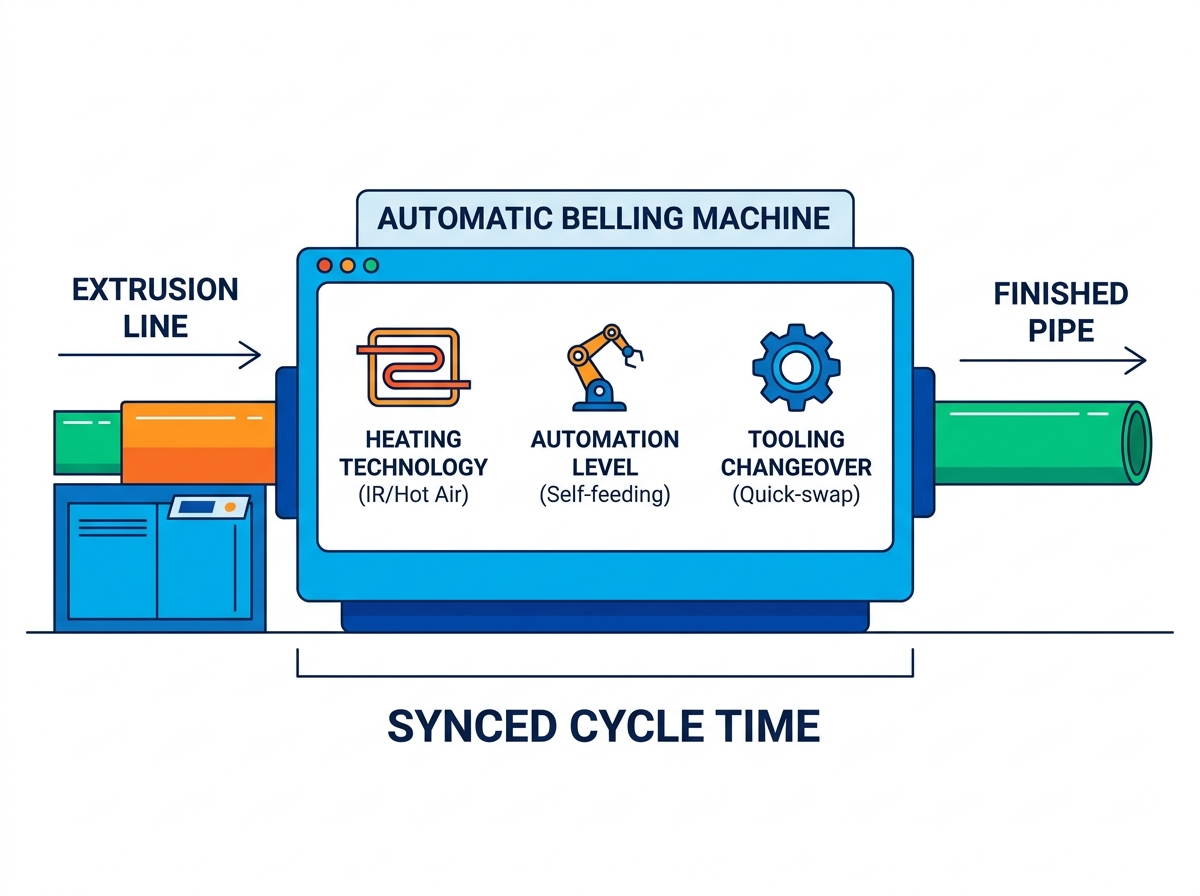
การเลือกอุปกรณ์ที่ถูกต้องเกี่ยวข้องกับการวิเคราะห์วิธีการทำความร้อนอย่างละเอียด คุณต้องตรวจสอบระดับการทำงานอัตโนมัติและประสิทธิภาพการเปลี่ยนแปลงด้วย องค์ประกอบเหล่านี้ส่งผลโดยตรงต่อผลผลิตรายวันของโรงงานของคุณ
กลไกการให้ความร้อนจะกำหนดความเร็วที่คุณสามารถดำเนินการกับท่อได้ โดยทั่วไปคุณจะเลือกระหว่างการทำความร้อนด้วยอินฟราเรดคลื่นสั้น (IR) และการไหลเวียนของอากาศร้อน เราได้สรุปความแตกต่างหลักไว้ในแผนภูมิเปรียบเทียบด้านล่าง
หมวดหมู่คุณลักษณะ |
อินฟราเรดคลื่นสั้น (IR) |
การไหลเวียนของอากาศร้อน |
|---|---|---|
ความเร็วความร้อน |
ถ่ายเทความร้อนได้รวดเร็วมากทันที |
อุณหภูมิจะสูงขึ้นอย่างช้าๆ |
ความลึกของการเจาะ |
โฟกัสระดับพื้นผิว มีแนวโน้มที่จะไหม้เกรียม |
การเจาะผนังที่ลึกและสม่ำเสมอ |
แอปพลิเคชั่นที่ดีที่สุด |
ท่อผนังบางสายความเร็วสูง |
ท่อแรงดันผนังหนา |
ประสิทธิภาพการใช้พลังงาน |
ประสิทธิภาพสูงสำหรับรอบที่รวดเร็ว |
ประสิทธิภาพปานกลาง ต้องใช้ฉนวนที่ดี |
ต้นทุนค่าแรงกัดกร่อนอัตรากำไรการผลิตอย่างต่อเนื่องในปัจจุบัน หนึ่ง เครื่องเบลดอัตโนมัติ ช่วยลดการแทรกแซงด้วยตนเองอย่างมากระหว่างกะต่างๆ พิจารณาคุณสมบัติอัตโนมัติที่ช่วยประหยัดแรงงานเหล่านี้:
โต๊ะป้อนอาหารอัตโนมัติจะดึงท่อโดยตรงจากสายการอัดรีดหลัก
ระบบดีดออกอัตโนมัติจะวางผลิตภัณฑ์สำเร็จรูปไว้บนชั้นวางจัดเก็บอย่างเรียบร้อย
สัญญาณเตือนการตรวจจับข้อผิดพลาดอัจฉริยะจะแจ้งให้ผู้ปฏิบัติงานทราบทันทีเมื่อระบบทำความร้อนเกิดขัดข้อง
แขนหุ่นยนต์จัดการกับท่อสำหรับงานหนักได้อย่างปลอดภัย โดยไม่ต้องอาศัยแรงคนยก
คุณสมบัติอัตโนมัติเหล่านี้ช่วยให้การผลิตดำเนินไปได้อย่างราบรื่นโดยไม่มีการควบคุมดูแลอย่างต่อเนื่อง ผู้ปฏิบัติงานสามารถมุ่งเน้นไปที่การควบคุมคุณภาพอย่างเข้มงวดแทนการใช้แรงงานคน
เวลาหยุดทำงานจะทำลายความสามารถในการทำกำไรระหว่างการเปลี่ยนผลิตภัณฑ์บ่อยครั้ง คุณต้องประเมินว่าผู้ปฏิบัติงานสามารถเปลี่ยนแมนเดรลได้เร็วแค่ไหน มองหากลไกการปลดเร็วบนแคลมป์ขึ้นรูปทั้งหมด ผู้ปฏิบัติงานควรเปลี่ยนเครื่องมือสำหรับเส้นผ่านศูนย์กลางท่อต่างๆ ได้อย่างง่ายดาย เครื่องจักรที่มีประสิทธิภาพช่วยให้สามารถเปลี่ยนเครื่องได้ทั้งหมดภายในเวลาไม่ถึงสามสิบนาที การตั้งค่าที่ยืดเยื้อทำให้เสียเวลาในการผลิตอันมีค่าและการส่งมอบแผงลอย แนวทางปฏิบัติที่ดีที่สุดทั่วไปเกี่ยวข้องกับการจัดเตรียมชุดเครื่องมือถัดไปที่อยู่ใกล้เคียงไว้ล่วงหน้า การแสดงละครนี้จะช่วยลดเวลาในการเดินและเพิ่มความเร็วในการสลับทั้งหมด
หน่วยซ็อกเก็ตประสิทธิภาพสูงให้ค่าศูนย์อย่างอิสระ โดยจะต้องผสานรวมเข้ากับขั้นตอนการทำงานในโรงงานปัจจุบันของคุณได้อย่างราบรื่น การบูรณาการต้องใช้การคำนวณทางคณิตศาสตร์อย่างรอบคอบและการวางแผนพื้นทางกายภาพ
อุปกรณ์ดาวน์สตรีมของคุณต้องตรงกับอัตราเอาท์พุตอัปสตรีมอย่างสมบูรณ์แบบ คุณต้องคำนวณความเร็วการลากที่แน่นอนอย่างแม่นยำ ประเมินสิ่งที่คุณมีอยู่ สายการอัดรีดท่อ HDPE หรือการติดตั้ง PVC หากเครื่องอัดรีดของคุณผลิตท่อมาตรฐานได้สามท่อต่อนาที โปรดตั้งใจฟัง หน่วยเบลลิ่งต้องดำเนินการอย่างน้อยสามท่อต่อนาที การไม่ปฏิบัติตามรอบเวลาจะทำให้เกิดกองซ้อนบนพื้นจำนวนมาก ในที่สุดคุณจะต้องชะลอการทำงานของเครื่องอัดรีดแบบเทียม การชะลอตัวนี้ทำให้กำลังการผลิตที่แท้จริงของเครื่องอัดรีดสูญเปล่าโดยสิ้นเชิง
โรงงานสมัยใหม่ต้องพึ่งพาเครือข่ายการควบคุมแบบครบวงจรเป็นอย่างมาก หน่วยซอคเก็ตจำเป็นต้องมีความเข้ากันได้ของตัวควบคุมลอจิกแบบโปรแกรมได้ (PLC) ช่างก่อสร้างที่มีชื่อเสียงใช้แบรนด์ที่ได้รับการยอมรับอย่างกว้างขวาง เช่น Siemens หรือ Mitsubishi ความเข้ากันได้นี้ช่วยให้มั่นใจได้ว่าการถ่ายโอนข้อมูลทั้งหมดจะราบรื่น การผลิตท่อพลาสติก สาย การปรับความเร็วอัตโนมัติป้องกันไม่ให้เกิดปัญหาคอขวดอย่างรุนแรง สายหลักสามารถส่งสัญญาณยูนิตปลั๊กได้อย่างง่ายดาย โดยจะบอกให้เครื่องเพิ่มความเร็วหรือลดความเร็วโดยอัตโนมัติตามการไหลแบบเรียลไทม์
รอยเท้าทางกายภาพก่อให้เกิดความเสี่ยงที่สำคัญในการนำไปปฏิบัติทุกที่ พื้นที่โรงงานยังคงเป็นทรัพย์สินระดับพรีเมียมสำหรับผู้ผลิต คุณต้องวัดพื้นที่ว่างที่มีอยู่อย่างแม่นยำ ตรวจสอบให้แน่ใจว่าขนาดทางกายภาพของเตาอบความร้อนพอดีพอดี ตรวจสอบตารางการสะสมไปป์ให้พอดีกับเค้าโครงปัจจุบันของคุณ เว้นพื้นที่ให้เพียงพอสำหรับการเข้าถึงรถยกและเจ้าหน้าที่ซ่อมบำรุงรายวัน การติดตั้งที่คับแคบทำให้การปฏิบัติงานในแต่ละวันยุ่งยาก และสร้างอันตรายด้านความปลอดภัยขั้นรุนแรง วางแผนผังเค้าโครงเครื่องจักรโดยใช้เทปบนพื้นโรงงานของคุณก่อนเสมอ
บางครั้งทีมจัดซื้อจะให้ความสำคัญกับราคาสติ๊กเกอร์เริ่มต้นมากเกินไป แนวทางที่จำกัดนี้ละเลยค่าใช้จ่ายในการดำเนินงานจำนวนมากในระยะยาว การใช้เครื่องทำความร้อนในอุตสาหกรรมอย่างต่อเนื่องจะทำให้งบประมาณของโรงงานหมดอย่างรวดเร็ว
การทำความร้อนโพลีเมอร์พลาสติกหนาต้องใช้ไฟฟ้าจำนวนมหาศาลทุกวัน รุ่นเก่าจะรั่วไหลความร้อนอย่างรวดเร็วสู่สภาพแวดล้อมโดยรอบโรงงาน หนึ่ง เครื่องเบลดประหยัดพลังงาน ใช้เตาอบความร้อนแบบหุ้มฉนวนอย่างแน่นหนาแทน มันรักษาความอบอุ่นภายในเพื่อลดการดึงไฟฟ้า ระบบไฮดรอลิกและนิวแมติกที่ขับเคลื่อนด้วยเซอร์โวนำเสนอการอัพเกรดที่สำคัญอีกประการหนึ่ง พวกมันดึงพลังงานเฉพาะระหว่างการเคลื่อนไหวทางกลที่ทำงานอยู่เท่านั้น มอเตอร์ที่ทำงานอย่างต่อเนื่องแบบดั้งเดิมจะสิ้นเปลืองพลังงานอย่างต่อเนื่องขณะเดินเบา การปรับปรุงทางวิศวกรรมเหล่านี้ช่วยลดการใช้งานกิโลวัตต์ต่อชั่วโมงของคุณได้อย่างมาก คุณจะสังเกตเห็นว่าค่าสาธารณูปโภครายเดือนลดลงอย่างมากเกือบจะในทันที
การทำความร้อนสม่ำเสมอและการขึ้นรูปเชิงกลที่แม่นยำช่วยลดผลิตภัณฑ์ที่ถูกปฏิเสธ ข้อต่อที่อ่อนแอและปัญหาการตกไข่อย่างรุนแรงทำให้ผู้ปฏิบัติงานต้องทิ้งท่อ ท่อที่ถูกทิ้งทุกท่อแสดงถึงการสิ้นเปลืองเรซินบริสุทธิ์และเวลาที่สูญเสียไป นอกจากนี้ยังเปลืองชั่วโมงแรงงานราคาแพงในการอัดขึ้นรูปอีกด้วย อุปกรณ์บ็อกซ์คุณภาพสูงช่วยให้มั่นใจได้ว่าท่อทุกท่อมีคุณสมบัติตรงตามเกณฑ์ความคลาดเคลื่อนด้านขนาดที่เข้มงวด คุณประหยัดเงินโดยการแปลงวัตถุดิบให้เป็นสินค้าที่ขายได้มากขึ้น
คุณสามารถประเมินผลกระทบทางการเงินที่แท้จริงได้ในเชิงตรรกะ คำนวณค่าใช้จ่ายในการดำเนินงานห้าปีที่ครอบคลุมของคุณ ไม่ใช่แค่ใบแจ้งหนี้ ใช้กรอบงานทางคณิตศาสตร์ที่ตรงไปตรงมานี้เพื่อเปรียบเทียบเครื่องจักรรุ่นต่างๆ อย่างถูกต้อง:
กำหนดต้นทุนการซื้อเครื่องจักรล่วงหน้า
เพิ่มการใช้พลังงานที่คาดการณ์ไว้ในช่วงห้าปี
เพิ่มค่าบำรุงรักษาเชิงป้องกันโดยประมาณและการหยุดทำงานเมื่อเสียหาย
ลบมูลค่าวัตถุดิบที่บันทึกไว้จากอัตราของเสียที่ต่ำกว่า
กรอบการทำงานที่ตรงไปตรงมานี้เผยให้เห็นมูลค่าอุปกรณ์ที่แท้จริง เครื่องจักรที่มีประสิทธิภาพจะต้องจ่ายเองเมื่อเวลาผ่านไปผ่านการประหยัดค่าสาธารณูปโภคและเศษซาก
การคัดเลือกผู้จำหน่ายมีน้ำหนักพอๆ กับข้อกำหนดทางเทคนิคของเครื่องจักร คุณต้องมีพันธมิตรที่เชื่อถือได้ซึ่งสามารถให้การสนับสนุนได้อย่างสม่ำเสมอ
หลีกเลี่ยงผู้ผลิตเครื่องจักรทั่วไปในการจัดหาอุปกรณ์พลาสติก มองหาผู้ทุ่มเท ผู้ผลิตเครื่องเบลด แทน พวกเขาจะต้องเชี่ยวชาญในอุปกรณ์ปลายน้ำการอัดขึ้นรูปท่อโดยเฉพาะ ช่างก่อสร้างที่เชี่ยวชาญจะเข้าใจการไหลของโพลีเมอร์ที่ซับซ้อนและอัตราการหดตัว พวกเขาเข้าใจความเป็นจริงในโรงงานอันโหดร้ายได้ดีกว่าใครๆ ทีมวิศวกรของพวกเขาได้แก้ไขปัญหาการประมวลผลที่คุณเผชิญอยู่แล้ว
ตรวจสอบการรับรองอุตสาหกรรมของตนอย่างเข้มงวดก่อนที่จะลงนามในสัญญา พวกเขาควรได้รับใบรับรองการผลิตมาตรฐาน CE หรือ ISO ที่สำคัญกว่านั้นคือต้องสร้างเครื่องมือที่สอดคล้องกับมาตรฐานระดับภูมิภาค ขอให้พวกเขาพิสูจน์การปฏิบัติตามข้อกำหนด ASTM, DIN หรือ ISO ขนาดเครื่องมือที่ผิดพลาดจะทำให้ท่อที่เสร็จแล้วของคุณไม่สามารถขายได้อย่างสมบูรณ์
อย่ายอมรับการจัดส่งโดยไม่ผ่านการทดสอบการยอมรับจากโรงงาน (FAT) ยืนยันที่จะทำการทดสอบที่เข้มงวดนี้โดยใช้ตัวอย่างที่แน่นอนของคุณ ส่งท่ออัดรีดของคุณไปให้พวกเขาก่อนที่จะประกอบเครื่องจักรให้เสร็จสิ้น กระบวนการ FAT พิสูจน์องค์ประกอบสำคัญหลายประการได้ทันที โดยจะตรวจสอบความถูกต้องของเครื่องถึงรอบระยะเวลาที่สัญญาไว้อย่างปลอดภัย ช่วยยืนยันว่าช่องเสียบทั้งหมดตรงตามเกณฑ์ความคลาดเคลื่อนของขนาดที่ต้องการอย่างแน่นอน ช่วยตรวจสอบว่าระบบดีดออกอัตโนมัติจะจัดการกับน้ำหนักท่อเฉพาะของคุณ
ประเมินข้อตกลงระดับการให้บริการ (SLA) อย่างรอบคอบหลังการขาย ฮาร์ดแวร์พังทลายลงในที่สุดเมื่อใช้ในอุตสาหกรรมหนัก คุณต้องเข้าถึงส่วนประกอบทดแทนเฉพาะทางได้ทันที ตรวจสอบความสามารถในการแก้ไขปัญหาระยะไกลอย่างละเอียด วิศวกรซอฟต์แวร์สามารถวินิจฉัยข้อผิดพลาดของ PLC ทางออนไลน์ได้หรือไม่ สอบถามเกี่ยวกับเวลาจัดส่งของช่างเทคนิคสำหรับความเสียหายทางกลไกที่สำคัญ การสนับสนุนหลังการขายที่รวดเร็วช่วยให้โรงงานของคุณดำเนินกิจการอย่างมีกำไรตลอดทั้งปี
การเลือกอุปกรณ์เสียบปลั๊กที่เหมาะสมจำเป็นต้องมีการวิเคราะห์การปฏิบัติงานอย่างรอบคอบ การตัดสินใจของคุณขึ้นอยู่กับความเข้ากันได้ของวัสดุและการซิงโครไนซ์ความเร็วรอบในท้ายที่สุด นอกจากนี้ยังขึ้นอยู่กับความน่าเชื่อถือของผู้ขายที่ตรวจสอบได้ อย่าปล่อยให้อุปกรณ์ดาวน์สตรีมที่ได้รับการออกแบบมาไม่ดีมาจำกัดผลผลิตโดยรวมของโรงงาน
ทำตามขั้นตอนถัดไปทันทีเพื่อเริ่มกระบวนการจัดซื้อของคุณวันนี้:
ตรวจสอบความเร็วของสายการอัดรีดในปัจจุบันของคุณในทุกขนาดท่อที่ใช้งานอยู่
บันทึกช่วงเส้นผ่านศูนย์กลางท่อที่แน่นอนและข้อกำหนดโปรไฟล์ข้อต่อของคุณ
รวบรวมข้อมูลนี้ลงในเอกสารคำขอใบเสนอราคา (RFQ) ขั้นสุดท้าย
เรียกร้องขั้นตอน FAT ที่โปร่งใสก่อนที่จะสรุปสัญญาของผู้จำหน่าย
ตอบ: ได้ ผู้ปฏิบัติงานสามารถแปรรูปวัสดุทั้งสองได้ในเครื่องจักรอเนกประสงค์เครื่องเดียว อย่างไรก็ตาม จำเป็นต้องมีการสลับเครื่องมือเฉพาะสำหรับโปรไฟล์ซ็อกเก็ตที่แตกต่างกัน คุณต้องตั้งโปรแกรมสูตร PLC การทำความร้อนและความเย็นที่แตกต่างกันเพื่อจัดการกับคุณสมบัติทางความร้อนที่แตกต่างกันของโพลีเมอร์แต่ละตัว
ตอบ: ระยะเวลารอคอยสินค้ามาตรฐานของอุตสาหกรรมมักอยู่ในช่วง 45 ถึง 90 วัน ไทม์ไลน์นี้ขึ้นอยู่กับระดับการปรับแต่งที่ต้องการ ความซับซ้อนของแมนเดรลภายใน และปริมาณงานโรงงานในปัจจุบัน เครื่องจักรอเนกประสงค์เฉพาะทางมักจะเข้าใกล้เครื่องหมาย 90 วันมากขึ้น
ตอบ: เครื่องใช้โฟโตอิเล็กทริคเซนเซอร์แบบปรับได้เพื่อตรวจจับตำแหน่งท่อที่เข้ามาอย่างแม่นยำ ที่หนีบแบบนิวแมติกจะยึดท่อให้แน่นเมื่อเข้าสู่โซนทำความร้อน ผู้ปฏิบัติงานสามารถปรับขายึดเซ็นเซอร์เหล่านี้ได้อย่างง่ายดายเพื่อรองรับความยาวมาตรฐานตั้งแต่ 3 ถึง 6 เมตรได้อย่างราบรื่น




