
Dilihat: 0 Penulis: Editor Situs Waktu Publikasi: 01-07-2026 Asal: Lokasi










Proses belling atau socketing berfungsi sebagai langkah terakhir yang penting dalam operasi pembuatan pipa plastik. Satu hambatan di sini dapat langsung merusak hasil ekstrusi sempurna. Manajer produksi sering meremehkan kompleksitas mekanis dari pemasangan soket hingga terjadi kegagalan sambungan yang merugikan. Penumpukan di lantai pabrik juga terjadi dengan cepat ketika mesin hilir mengalami kegagalan. Anda memerlukan peralatan yang berkemampuan tinggi untuk menghilangkan risiko bersama ini secara efektif. Ini harus sesuai dengan kecepatan ekstrusi yang cepat dan mengontrol overhead energi yang berkelanjutan. Artikel ini memberi manajer produksi dan tim pengadaan kerangka kerja yang konkret dan dapat ditindaklanjuti. Kami akan mengeksplorasi cara mengevaluasi spesifikasi mesin inti secara akurat. Kami akan menilai risiko integrasi fasilitas untuk mencegah bencana tata letak. Anda juga akan belajar bagaimana cara memeriksa vendor yang andal dengan benar. Pemeriksaan yang cermat ini memastikan keberhasilan operasional jangka panjang untuk fasilitas Anda. Dengan memahami nuansa teknis ini, Anda dapat melindungi seluruh proses produksi Anda. Anda pada akhirnya akan melindungi margin keuntungan Anda yang ketat dari pemborosan dan waktu henti yang tidak perlu.
Masalah material: PVC dan HDPE memerlukan protokol pemanasan dan pembentukan yang berbeda secara mendasar untuk mencegah degradasi material.
Sinkronisasi kecepatan sangat penting: Mesin belling otomatis harus sesuai atau melebihi waktu siklus pengaturan ekstrusi yang ada untuk mencegah penumpukan produksi.
TCO melebihi biaya di muka: Berinvestasi pada mesin belling hemat energi secara signifikan mengurangi biaya operasional seumur hidup dibandingkan dengan model anggaran dengan tingkat scrap yang tinggi.
Pemeriksaan memerlukan bukti: Produsen yang kredibel harus menawarkan Pengujian Penerimaan Pabrik (FAT) yang transparan dan jaminan toleransi perkakas.
Operator harus memahami perilaku material untuk mencapai sambungan pipa yang sempurna. PVC dan HDPE bereaksi berbeda terhadap panas yang diberikan. Mereka memerlukan penanganan yang sangat khusus selama fase pemasangan soket.
PVC kaku memerlukan kontrol suhu yang ketat selama pemrosesan. Panas berlebih menyebabkan degradasi material dengan cepat dan permukaan terbakar. Anda harus memanaskan ujung pipa secara merata sebelum dibentuk. Persyaratan perkakas bervariasi berdasarkan jenis sambungan tertentu. Sambungan semen pelarut menggunakan desain soket tipe U yang sederhana. Sambungan cincin elastomer memerlukan soket tipe R yang rumit. Operator biasanya mengandalkan dedicated Mesin belling pipa PVC untuk profil yang menuntut ini. Mesin ini menggunakan mandrel presisi untuk membentuk PVC yang dipanaskan secara akurat. Kesalahan umum terjadi ketika operator mempercepat siklus pemanasan. Terburu-buru menyebabkan sendi rapuh yang rusak karena tekanan.
Kontraktor sebagian besar menyambung pipa HDPE menggunakan teknik butt fusion di lapangan. Namun, aplikasi kota tertentu masih memerlukan sambungan bersoket. HDPE menghadirkan tantangan unik karena massa termalnya yang sangat besar. Polimer juga menunjukkan efek memori yang kuat. Bahan yang dipanaskan sangat ingin kembali ke bentuk ekstrusi aslinya. Anda harus menerapkan waktu pendinginan yang lebih lama sementara pipa tetap terpasang dengan benar. Mandrel internal khusus mempertahankan bentuknya hingga polimer mengeras sepenuhnya. Fase pendinginan kritis yang terburu-buru ini menjamin masalah ovalitas. Hal ini selalu menyebabkan lemahnya sambungan dan penggantian yang mahal.
Fasilitas harus mengevaluasi bauran produk mereka saat ini sebelum membeli peralatan. Tanyakan pada diri Anda pertanyaan-pertanyaan praktis ini:
Apakah Anda hanya memproses pipa PVC kaku setiap hari?
Apakah fasilitas Anda bergantian antara batch PVC dan HDPE secara teratur?
Dapatkah jadwal produksi Anda mengakomodasi waktu pendinginan HDPE yang lebih lambat dengan aman?
Anda dapat memilih mesin khusus untuk pengerjaan material tunggal bervolume tinggi. Alternatifnya, Anda dapat memilih sistem tujuan ganda. Sistem ganda memerlukan resep kontrol tingkat lanjut untuk beralih antar material dengan aman. Mereka menawarkan fleksibilitas yang besar namun menuntut operator yang sangat terampil.
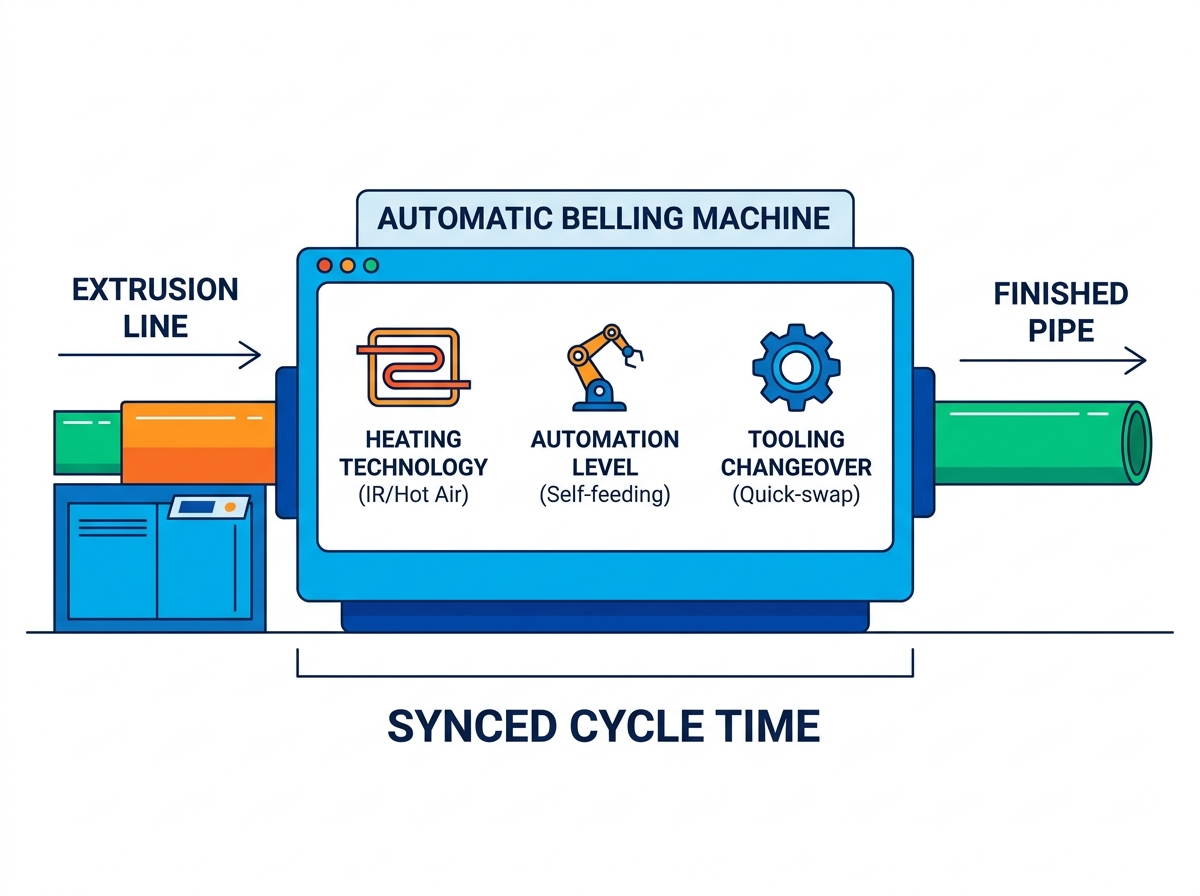
Memilih peralatan yang tepat melibatkan analisis metode pemanasan secara menyeluruh. Anda juga harus meninjau tingkat otomatisasi dan efisiensi pergantian. Elemen-elemen ini berdampak langsung pada hasil pabrik harian Anda.
Mekanisme pemanasan menentukan seberapa cepat Anda dapat memproses pipa. Biasanya Anda memilih antara pemanasan inframerah gelombang pendek (IR) dan sirkulasi udara panas. Kami menguraikan perbedaan inti dalam tabel perbandingan di bawah ini.
Kategori Fitur |
Inframerah Gelombang Pendek (IR) |
Sirkulasi Udara Panas |
|---|---|---|
Kecepatan Pemanasan |
Perpindahan panas yang sangat cepat dan seketika |
Kenaikan suhu yang lebih lambat dan bertahap |
Kedalaman Penetrasi |
Fokus tingkat permukaan, rawan terik |
Penetrasi dinding yang dalam dan seragam |
Aplikasi Terbaik |
Pipa berdinding tipis, saluran berkecepatan tinggi |
Pipa bertekanan berdinding tebal |
Efisiensi Energi |
Efisiensi tinggi untuk siklus cepat |
Efisiensi sedang, membutuhkan isolasi yang baik |
Biaya tenaga kerja terus-menerus menggerogoti margin produksi saat ini. Sebuah mesin belling otomatis mengurangi intervensi manual secara signifikan di seluruh shift. Pertimbangkan fitur otomatis yang menghemat tenaga kerja berikut:
Meja makan mandiri menarik pipa langsung dari jalur ekstrusi utama.
Sistem ejeksi otomatis menumpuk produk jadi dengan rapi di rak penyimpanan.
Alarm pendeteksi kesalahan yang cerdas memberi tahu operator segera jika terjadi kegagalan pemanasan.
Lengan robot menangani pipa tugas berat dengan aman tanpa perlu mengangkat manusia secara berat.
Fitur otomatis ini menjaga produksi tetap berjalan lancar tanpa pengawasan terus-menerus. Operator dapat fokus pada kontrol kualitas yang ketat dibandingkan dengan tenaga kerja manual.
Waktu henti merusak profitabilitas selama seringnya pergantian produk. Anda harus mengevaluasi seberapa cepat operator dapat menukar mandrel. Carilah mekanisme pelepasan cepat pada semua klem pembentuk. Operator harus dengan mudah mengganti perkakas untuk diameter pipa yang berbeda. Mesin yang efisien memungkinkan pergantian penuh dalam waktu kurang dari tiga puluh menit. Penyiapan yang berkepanjangan menyia-nyiakan jam produksi yang berharga dan menghentikan pengiriman. Praktik terbaik yang umum dilakukan adalah menyiapkan set peralatan berikutnya di dekatnya terlebih dahulu. Pementasan ini mengurangi waktu berjalan dan mempercepat seluruh pertukaran.
Unit soket berkinerja tinggi memberikan nilai nol secara independen. Ini harus terintegrasi secara mulus ke dalam alur kerja pabrik Anda saat ini. Integrasi memerlukan perhitungan matematis yang cermat dan perencanaan lantai fisik.
Peralatan hilir Anda harus benar-benar sesuai dengan tingkat keluaran hulu. Anda harus menghitung kecepatan pengangkutan yang tepat secara akurat. Evaluasi keberadaan Anda Jalur ekstrusi pipa HDPE atau pengaturan PVC. Jika ekstruder Anda menghasilkan tiga pipa standar per menit, dengarkan baik-baik. Unit belling harus memproses setidaknya tiga pipa per menit. Kegagalan untuk mencocokkan waktu siklus menyebabkan tumpukan lantai dalam jumlah besar. Anda pada akhirnya harus memperlambat ekstruder secara artifisial. Perlambatan ini menghabiskan sepenuhnya kapasitas produksi ekstruder yang sebenarnya.
Pabrik-pabrik modern sangat bergantung pada jaringan kendali terpadu. Unit soket memerlukan kompatibilitas pengontrol logika yang dapat diprogram (PLC). Pembangun terkemuka menggunakan merek yang diterima secara luas seperti Siemens atau Mitsubishi. Kompatibilitas ini memastikan kelancaran penyerahan data secara keseluruhan lini produksi pipa plastik . Penyesuaian kecepatan otomatis mencegah terjadinya kemacetan parah. Jalur utama dapat memberi sinyal pada unit soket dengan mudah. Ini memberi tahu mesin untuk mempercepat atau memperlambat secara otomatis berdasarkan aliran waktu nyata.
Jejak fisik menimbulkan risiko implementasi yang signifikan di mana pun. Ruang lantai pabrik tetap menjadi aset premium bagi produsen. Anda harus mengukur luas lantai yang tersedia dengan tepat. Pastikan dimensi fisik oven pemanas pas dengan nyaman. Pastikan tabel akumulasi pipa sesuai dengan tata letak Anda saat ini. Berikan ruang yang cukup untuk akses forklift dan personel pemeliharaan harian. Instalasi yang sempit mempersulit pengoperasian sehari-hari dan menimbulkan bahaya keselamatan yang parah. Selalu petakan tata letak mesin menggunakan selotip di lantai pabrik Anda terlebih dahulu.
Tim pengadaan terkadang terlalu fokus pada harga stiker awal. Pendekatan terbatas ini mengabaikan biaya operasional jangka panjang yang sangat besar. Menjalankan pemanas industri secara terus-menerus menghabiskan anggaran fasilitas dengan cepat.
Memanaskan polimer plastik tebal membutuhkan listrik yang sangat besar setiap hari. Model lama mengeluarkan panas dengan cepat ke lingkungan sekitar pabrik. Sebuah mesin belling hemat energi menggunakan oven pemanas yang sangat terisolasi. Ini mempertahankan kehangatan internal untuk meminimalkan penarikan listrik. Sistem hidrolik dan pneumatik yang digerakkan oleh servo menawarkan peningkatan besar lainnya. Mereka hanya menarik tenaga selama gerakan mekanis aktif. Motor tradisional yang dijalankan secara konstan membuang energi terus menerus saat idle. Peningkatan rekayasa ini secara drastis menurunkan penggunaan kilowatt per jam. Anda akan segera melihat penurunan signifikan dalam tagihan utilitas bulanan.
Pemanasan yang konsisten dan pembentukan mekanis yang presisi mengurangi produk yang ditolak. Sambungan yang lemah dan masalah ovalitas yang parah memaksa operator membuang pipa. Setiap pipa yang terkelupas mewakili resin perawan yang terbuang dan waktu yang hilang. Hal ini juga menyia-nyiakan jam kerja mahal yang dihabiskan untuk mengekstrusinya. Peralatan soket berkualitas tinggi memastikan setiap pipa memenuhi toleransi dimensi yang ketat. Anda menghemat uang dengan mengubah lebih banyak bahan mentah menjadi barang yang bisa dijual.
Anda dapat mengevaluasi dampak finansial sebenarnya secara logis. Hitung biaya operasional komprehensif lima tahun Anda, bukan hanya fakturnya. Gunakan kerangka matematika sederhana ini untuk membandingkan model mesin yang berbeda secara akurat:
Tentukan biaya pembelian mesin di muka.
Tambahkan proyeksi penggunaan energi selama periode lima tahun.
Tambahkan perkiraan biaya pemeliharaan preventif dan waktu henti kerusakan.
Kurangi nilai bahan mentah yang dihemat dari tingkat sisa yang lebih rendah.
Kerangka sederhana ini mengungkapkan nilai peralatan yang sebenarnya. Mesin yang efisien pada dasarnya membayar sendiri seiring berjalannya waktu melalui utilitas dan penghematan sisa.
Pemilihan vendor memiliki bobot yang sama besarnya dengan spesifikasi teknis mesin. Anda memerlukan mitra terpercaya yang mampu memberikan dukungan secara konsisten.
Hindari pembuat mesin yang bersifat generalis saat mencari peralatan plastik. Carilah yang berdedikasi produsen mesin belling sebagai gantinya. Mereka harus berspesialisasi dalam peralatan hilir ekstrusi pipa secara eksklusif. Pembangun khusus memahami aliran polimer yang kompleks dan tingkat penyusutan. Mereka memahami kenyataan pahit di pabrik lebih baik dari siapa pun. Tim teknik mereka telah memecahkan masalah pemrosesan yang Anda hadapi.
Verifikasi sertifikasi industri mereka secara ketat sebelum menandatangani kontrak. Mereka harus memiliki sertifikasi manufaktur standar CE atau ISO. Yang lebih penting lagi, mereka harus membuat peralatan yang sesuai dengan standar regional. Minta mereka untuk membuktikan kepatuhan terhadap persyaratan ASTM, DIN, atau ISO. Dimensi perkakas yang salah akan membuat pipa jadi Anda tidak dapat dijual sama sekali.
Jangan pernah menerima pengiriman tanpa menyelesaikan Uji Penerimaan Pabrik (FAT). Bersikeraslah untuk menjalankan pengujian ketat ini menggunakan sampel persis Anda. Kirimkan pipa ekstrusi Anda kepada mereka sebelum mereka menyelesaikan perakitan mesin. Proses FAT membuktikan beberapa elemen penting secara instan. Ini memvalidasi mesin mencapai waktu siklus yang dijanjikan dengan aman. Ini memastikan semua soket memenuhi toleransi dimensi yang diperlukan dengan tepat. Ini memverifikasi sistem ejeksi otomatis menangani bobot pipa spesifik Anda.
Evaluasi perjanjian tingkat layanan (SLA) mereka dengan cermat pasca-penjualan. Perangkat keras akhirnya rusak karena penggunaan industri berat. Anda memerlukan akses segera ke komponen pengganti khusus. Periksa kemampuan pemecahan masalah jarak jauhnya secara menyeluruh. Dapatkah teknisi perangkat lunak mereka mendiagnosis kesalahan PLC secara online? Tanyakan tentang waktu pengiriman teknisi mereka untuk kerusakan mekanis besar. Dukungan pasca-penjualan yang cepat menjaga pabrik Anda tetap beroperasi secara menguntungkan sepanjang tahun.
Memilih peralatan soket yang tepat memerlukan analisis operasional yang cermat. Keputusan Anda pada akhirnya bergantung pada kompatibilitas material dan sinkronisasi kecepatan siklus. Hal ini juga bergantung pada keandalan vendor yang dapat diverifikasi. Jangan biarkan peralatan hilir yang dirancang dengan buruk membatasi output pabrik Anda secara keseluruhan.
Ikuti langkah selanjutnya berikut ini untuk memulai proses pengadaan Anda hari ini:
Audit kecepatan jalur ekstrusi Anda saat ini di semua ukuran pipa aktif.
Dokumentasikan rentang diameter pipa dan persyaratan profil sambungan yang tepat.
Kompilasi data ini ke dalam dokumen Permintaan Penawaran (RFQ) yang definitif.
Menuntut prosedur FAT yang transparan sebelum menyelesaikan kontrak vendor apa pun.
J: Ya, operator dapat memproses kedua material tersebut pada satu mesin serba guna. Namun, hal ini memerlukan pertukaran perkakas khusus untuk profil soket yang berbeda. Anda juga harus memprogram resep PLC pemanasan dan pendinginan yang berbeda untuk menangani sifat termal yang berbeda dari setiap polimer.
J: Waktu tunggu industri standar biasanya berkisar antara 45 hingga 90 hari. Garis waktu ini sangat bergantung pada tingkat penyesuaian yang diperlukan, kompleksitas mandrel internal, dan beban kerja pabrik saat ini. Mesin khusus dengan tujuan ganda biasanya mendekati tanda 90 hari.
J: Mesin ini menggunakan sensor fotolistrik yang dapat disesuaikan untuk mendeteksi posisi pipa masuk secara akurat. Klem pneumatik mengamankan pipa dengan kuat setelah memasuki zona pemanasan. Operator dapat dengan mudah menyesuaikan braket sensor ini untuk mengakomodasi panjang standar mulai dari tiga hingga enam meter dengan mulus.




