
Vues : 0 Auteur : Éditeur du site Heure de publication : 2026-07-01 Origine : Site










Le processus de belling ou de manchonnage constitue l’étape finale critique des opérations de fabrication de tuyaux en plastique. Un seul goulot d’étranglement peut ruiner instantanément des rendements parfaitement extrudés. Les responsables de production sous-estiment souvent les complexités mécaniques du manchonnage jusqu'à ce que des défaillances coûteuses des joints surviennent. Les carambolages dans les usines se produisent également rapidement lorsque les machines en aval tombent en panne. Vous avez besoin d’un équipement très performant pour éliminer efficacement ces risques communs. Il doit s’adapter parfaitement aux vitesses d’extrusion rapides et contrôler les dépenses énergétiques continues. Cet article fournit aux responsables de production et aux équipes achats un cadre concret et exploitable. Nous explorerons comment évaluer avec précision les spécifications principales des machines. Nous évaluerons les risques liés à l’intégration des installations afin de prévenir les catastrophes liées à l’aménagement. Vous apprendrez également exactement comment évaluer correctement un fournisseur fiable. Cette vérification minutieuse garantit le succès opérationnel à long terme de votre installation. En comprenant ces nuances techniques, vous pouvez protéger l’ensemble de votre processus de production. En fin de compte, vous protégerez vos marges bénéficiaires serrées contre les gaspillages et les temps d’arrêt inutiles.
Le matériau est important : le PVC et le PEHD nécessitent des protocoles de chauffage et de formage fondamentalement différents pour éviter la dégradation du matériau.
La synchronisation de la vitesse est essentielle : une clocheuse automatique doit correspondre ou dépasser les temps de cycle de votre configuration d'extrusion existante pour éviter les empilements de production.
Coût total de possession par rapport au coût initial : investir dans une clocheuse économe en énergie réduit considérablement les coûts opérationnels sur la durée de vie par rapport aux modèles économiques avec des taux de rebut élevés.
La vérification nécessite des preuves : un fabricant crédible doit proposer des tests d'acceptation en usine (FAT) transparents et des tolérances d'outillage garanties.
Les opérateurs doivent comprendre le comportement des matériaux pour obtenir des joints de tuyaux parfaits. Le PVC et le PEHD réagissent différemment à la chaleur appliquée. Ils nécessitent une manipulation hautement spécialisée pendant la phase d'emboîtage.
Le PVC rigide exige un contrôle strict de la température pendant le traitement. L'excès de chaleur provoque une dégradation rapide des matériaux et une brûlure de surface. Vous devez chauffer les extrémités du tuyau uniformément avant de les former. Les exigences en matière d'outillage varient en fonction du type de joint spécifique. Les joints en ciment-solvant utilisent une conception simple de douille de type U. Les joints annulaires en élastomère nécessitent une douille complexe de type R. Les opérateurs s'appuient généralement sur un Machine à clocher les tuyaux en PVC pour ces profils exigeants. Ces machines utilisent des mandrins de précision pour façonner avec précision le PVC chauffé. Des erreurs courantes se produisent lorsque les opérateurs précipitent le cycle de chauffage. La précipitation provoque des joints fragiles qui se brisent sous la pression.
Les entrepreneurs joignent principalement les tuyaux en PEHD en utilisant des techniques de fusion bout à bout sur le terrain. Cependant, des applications municipales spécifiques nécessitent toujours des joints à emboîtement. Le PEHD présente des défis uniques en raison de sa masse thermique massive. Le polymère présente également un fort effet mémoire. Le matériau chauffé veut désespérément retrouver sa forme extrudée d’origine. Vous devez appliquer des temps de refroidissement prolongés pendant que le tuyau reste sécurisé. Des mandrins internes spécialisés maintiennent la forme jusqu'à ce que le polymère prenne complètement. Précipiter cette phase de refroidissement critique garantit des problèmes d’ovalité. Cela conduit toujours à des joints fragiles et à des remplacements coûteux.
Les installations doivent évaluer leur gamme de produits actuelle avant d’acheter de l’équipement. Posez-vous ces questions pratiques :
Travaillez-vous quotidiennement uniquement des tuyaux en PVC rigide ?
Votre installation alterne-t-elle régulièrement entre des lots de PVC et de PEHD ?
Votre calendrier de production peut-il s’adapter en toute sécurité à des temps de refroidissement plus lents du PEHD ?
Vous pouvez choisir une machine dédiée pour les tirages de gros volumes mono-matériau. Alternativement, vous pouvez sélectionner un système à double usage. Les systèmes doubles nécessitent des recettes de contrôle avancées pour basculer entre les matériaux en toute sécurité. Ils offrent une grande flexibilité mais exigent des opérateurs hautement qualifiés.
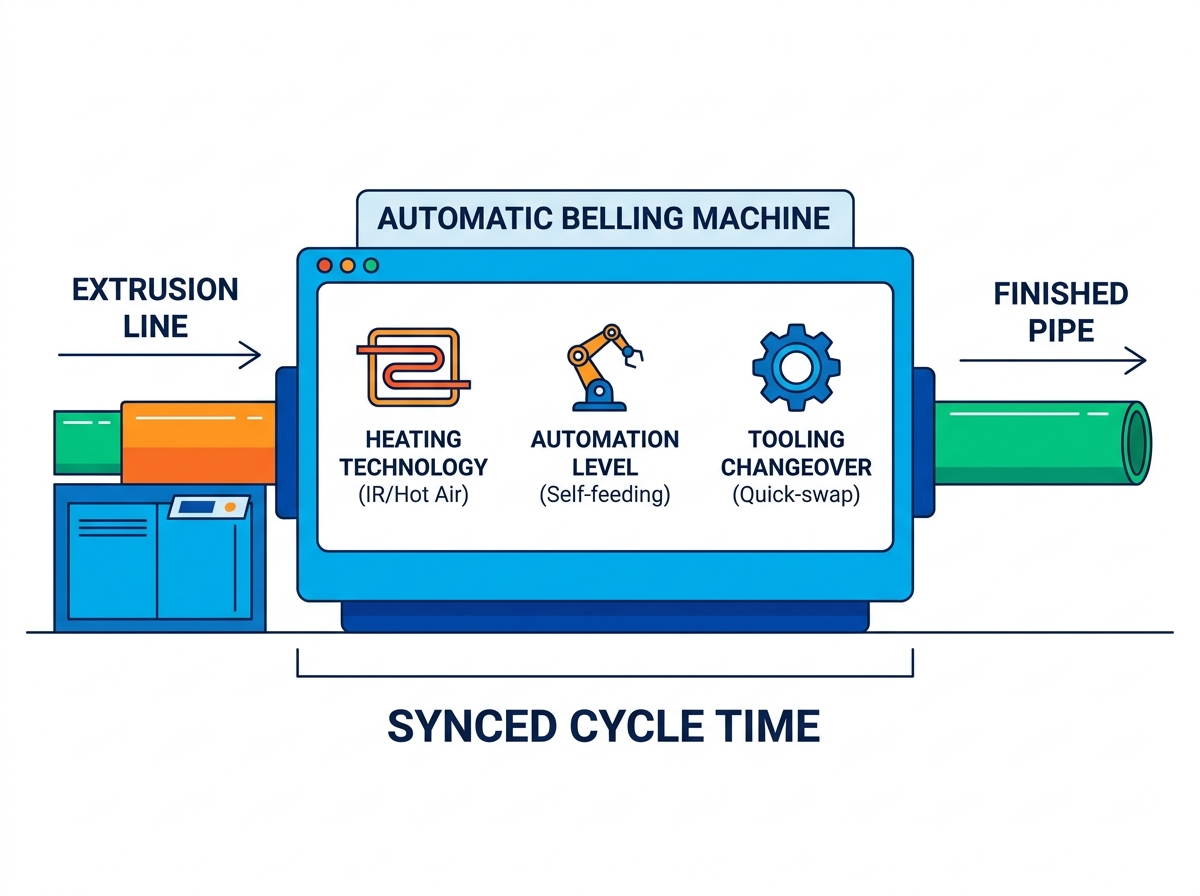
Choisir le bon équipement implique d’analyser minutieusement les méthodes de chauffage. Vous devez également revoir les niveaux d’automatisation et l’efficacité du changement. Ces éléments ont un impact direct sur le rendement quotidien de votre usine.
Les mécanismes de chauffage dictent la rapidité avec laquelle vous pouvez traiter les tuyaux. Vous choisissez généralement entre le chauffage infrarouge (IR) à ondes courtes et la circulation d'air chaud. Nous avons décrit les principales différences dans le tableau comparatif ci-dessous.
Catégorie de fonctionnalités |
Infrarouge à ondes courtes (IR) |
Circulation d'air chaud |
|---|---|---|
Vitesse de chauffage |
Transfert de chaleur très rapide et instantané |
Augmentation de la température plus lente et progressive |
Profondeur de pénétration |
Mise au point au niveau de la surface, sujette aux brûlures |
Pénétration profonde et uniforme dans les murs |
Meilleure application |
Tuyaux à parois minces, lignes à grande vitesse |
Conduites sous pression à parois épaisses |
Efficacité énergétique |
Haute efficacité pour des cycles rapides |
Efficacité modérée, nécessite une bonne isolation |
Aujourd’hui, les coûts de main-d’œuvre grugent constamment les marges manufacturières. Un La clocheuse automatique réduit considérablement les interventions manuelles au cours des équipes. Considérez ces fonctionnalités automatisées qui permettent d'économiser du travail :
Les tables auto-alimentées tirent les tuyaux directement de la ligne d'extrusion principale.
Les systèmes d'éjection automatisés empilent soigneusement les produits finis sur des racks de stockage.
Des alarmes intelligentes de détection de pannes avertissent immédiatement les opérateurs en cas de panne de chauffage.
Les bras robotisés manipulent les tuyaux lourds en toute sécurité, sans levage humain pénible.
Ces fonctionnalités automatisées assurent le bon déroulement de la production sans surveillance constante. Les opérateurs peuvent se concentrer sur un contrôle qualité strict plutôt que sur le travail manuel.
Les temps d'arrêt ruinent la rentabilité lors des changements fréquents de produits. Vous devez évaluer la rapidité avec laquelle les opérateurs peuvent échanger les mandrins. Recherchez des mécanismes à dégagement rapide sur toutes les pinces de formage. Les opérateurs doivent facilement changer d'outillage pour différents diamètres de tuyaux. Des machines efficaces permettent des changements complets en moins de trente minutes. Les configurations prolongées gaspillent de précieuses heures de fabrication et retardent les livraisons. Une bonne pratique courante consiste à préparer au préalable le prochain ensemble d’outils à proximité. Cette mise en scène réduit le temps de marche et accélère l’ensemble de l’échange.
Une unité de douilles haute performance fournit une valeur nulle de manière indépendante. Il doit s'intégrer de manière transparente dans votre flux de travail actuel en usine. L'intégration nécessite des calculs mathématiques minutieux et une planification physique de l'étage.
Vos équipements en aval doivent parfaitement correspondre aux débits de sortie en amont. Vous devez calculer avec précision la vitesse de transport exacte. Évaluez votre existant Ligne d'extrusion de tuyaux en PEHD ou configuration en PVC. Si votre extrudeuse produit trois tuyaux standards par minute, écoutez attentivement. L'unité de sonnerie doit traiter au moins trois tuyaux par minute. Le fait de ne pas respecter les temps de cycle provoque des empilements massifs au sol. Vous devrez éventuellement ralentir artificiellement l’extrudeur. Ce ralentissement gaspille complètement la véritable capacité de production de l’extrudeuse.
Les usines modernes s’appuient largement sur des réseaux de contrôle unifiés. L'unité de prise doit être compatible avec un contrôleur logique programmable (PLC). Les constructeurs réputés utilisent des marques largement reconnues comme Siemens ou Mitsubishi. Cette compatibilité garantit un transfert fluide des données sur l'ensemble du réseau. ligne de production de tuyaux en plastique . Les ajustements automatisés de la vitesse empêchent la formation de graves goulots d’étranglement. La ligne principale peut facilement signaler l'unité de prise. Il indique à la machine d'accélérer ou de ralentir automatiquement en fonction du flux en temps réel.
L’empreinte physique pose partout un risque de mise en œuvre important. La surface au sol des usines reste un atout privilégié pour les industriels. Vous devez mesurer avec précision la surface au sol disponible. Assurez-vous que les dimensions physiques des fours chauffants s’adaptent confortablement. Vérifiez que les tableaux d'accumulation de tuyaux correspondent à votre disposition actuelle. Laissez suffisamment d’espace pour l’accès des chariots élévateurs et le personnel d’entretien quotidien. Une installation exiguë complique les opérations quotidiennes et crée de graves risques pour la sécurité. Cartographiez toujours d'abord la disposition de la machine à l'aide de ruban adhésif sur le sol de votre usine.
Les équipes d’approvisionnement se concentrent parfois trop sur les prix initiaux. Cette approche limitée ignore les dépenses opérationnelles massives à long terme. Faire fonctionner des appareils de chauffage industriels épuise continuellement et rapidement les budgets des installations.
Chauffer des polymères plastiques épais nécessite quotidiennement une immense électricité. Les modèles plus anciens évacuent rapidement la chaleur dans l’environnement ambiant de l’usine. Un La cloche à économie d'énergie utilise à la place des fours chauffants fortement isolés. Il retient la chaleur interne pour minimiser la consommation électrique. Les systèmes hydrauliques et pneumatiques servocommandés offrent une autre amélioration majeure. Ils ne consomment de l'énergie que pendant un mouvement mécanique actif. Les moteurs traditionnels à fonctionnement constant gaspillent continuellement de l’énergie lorsqu’ils tournent au ralenti. Ces améliorations techniques réduisent considérablement votre consommation de kilowatts par heure. Vous remarquerez presque immédiatement des baisses significatives des factures mensuelles de services publics.
Un chauffage constant et un formage mécanique précis réduisent les produits rejetés. Des joints faibles et de graves problèmes d’ovalité obligent les opérateurs à mettre les tuyaux au rebut. Chaque tuyau mis au rebut représente un gaspillage de résine vierge et du temps perdu. Cela gaspille également les heures de travail coûteuses consacrées à son extrusion. Un équipement de douilles de haute qualité garantit que chaque tuyau répond à des tolérances dimensionnelles strictes. Vous économisez de l’argent en convertissant davantage de matières premières en biens vendables.
Vous pouvez évaluer logiquement le véritable impact financier. Calculez vos dépenses opérationnelles complètes sur cinq ans plutôt que simplement la facture. Utilisez ce cadre mathématique simple pour comparer avec précision différents modèles de machines :
Déterminez le coût d’achat initial de la machine.
Ajoutez la consommation d’énergie projetée sur une période de cinq ans.
Ajoutez une estimation des dépenses de maintenance préventive et de panne.
Soustrayez la valeur des matières premières économisée des taux de rebut inférieurs.
Ce cadre simple révèle la véritable valeur de l'équipement. Les machines efficaces s’amortissent essentiellement au fil du temps grâce aux économies d’utilité et de rebut.
La sélection du fournisseur a autant de poids que les spécifications techniques de la machine. Vous avez besoin d’un partenaire fiable capable de fournir une assistance cohérente.
Évitez les constructeurs de machines généralistes lorsque vous vous procurez des équipements en plastique. Recherchez un dédié fabricant de machines à clocher à la place. Ils doivent se spécialiser exclusivement dans les équipements d’extrusion de tubes en aval. Les constructeurs spécialisés comprennent les flux complexes de polymères et les taux de retrait. Ils comprennent mieux que quiconque les dures réalités des usines. Leurs équipes d'ingénierie ont déjà résolu les problèmes de traitement exacts auxquels vous êtes confrontés.
Vérifiez rigoureusement leurs certifications industrielles avant de signer des contrats. Ils doivent détenir les certifications de fabrication standard CE ou ISO. Plus important encore, ils doivent construire des outillages conformes aux normes régionales. Demandez-leur de prouver la conformité aux exigences ASTM, DIN ou ISO. Des dimensions d’outillage défectueuses rendront vos tuyaux finis totalement invendables.
N'acceptez jamais d'expédition sans avoir effectué un test d'acceptation en usine (FAT). Insistez pour effectuer ce test rigoureux en utilisant vos échantillons exacts. Envoyez-leur vos tuyaux extrudés avant qu'ils finalisent l'assemblage de la machine. Le processus FAT prouve instantanément plusieurs éléments cruciaux. Il valide que la machine atteint les temps de cycle promis en toute sécurité. Il confirme que toutes les douilles répondent exactement aux tolérances dimensionnelles requises. Il vérifie que les systèmes d'éjection automatisés gèrent les poids spécifiques de vos tuyaux.
Évaluez soigneusement leur accord de niveau de service (SLA) après la vente. Le matériel finit par tomber en panne sous l'effet d'une utilisation industrielle intensive. Vous avez besoin d’un accès immédiat à des composants de remplacement spécialisés. Vérifiez soigneusement leurs capacités de dépannage à distance. Leurs ingénieurs logiciels peuvent-ils diagnostiquer les défauts des automates en ligne ? Renseignez-vous sur les délais d’envoi de leurs techniciens en cas de pannes mécaniques majeures. Un support après-vente rapide permet à votre usine de fonctionner de manière rentable toute l’année.
La sélection du bon équipement de prise nécessite une analyse opérationnelle minutieuse. Votre décision repose en fin de compte sur la compatibilité des matériaux et la synchronisation de la vitesse de cycle. Cela dépend également de la fiabilité vérifiable du fournisseur. Ne laissez pas des équipements en aval mal conçus limiter la production globale de votre usine.
Suivez ces prochaines étapes immédiates pour commencer votre processus d’approvisionnement dès aujourd’hui :
Vérifiez les vitesses actuelles de votre ligne d’extrusion pour toutes les tailles de tuyaux actifs.
Documentez vos plages exactes de diamètres de tuyaux et vos exigences en matière de profil de joint.
Compilez ces données dans un document définitif de demande de devis (RFQ).
Exigez des procédures FAT transparentes avant de finaliser tout contrat avec un fournisseur.
R : Oui, les opérateurs peuvent traiter les deux matériaux sur une seule machine à double usage. Cependant, cela nécessite des échanges d'outils spécialisés pour différents profils de socket. Vous devez également programmer des recettes PLC de chauffage et de refroidissement distinctes pour gérer les différentes propriétés thermiques de chaque polymère.
R : Les délais de livraison standard de l’industrie varient généralement de 45 à 90 jours. Ce calendrier dépend fortement des niveaux de personnalisation requis, de la complexité des mandrins internes et des charges de travail actuelles de l'usine. Les machines spécialisées à double usage se rapprochent généralement de la barre des 90 jours.
R : La machine utilise des capteurs photoélectriques réglables pour détecter avec précision la position des tuyaux entrants. Des pinces pneumatiques maintiennent fermement le tuyau une fois qu'il entre dans la zone de chauffage. Les opérateurs peuvent facilement ajuster ces supports de capteur pour s'adapter de manière transparente à des longueurs standard allant de trois à six mètres.




