
Vistas: 0 Autor: Editor del sitio Hora de publicación: 2026-07-01 Origen: Sitio










El proceso de abocardado o encaje sirve como el paso final crítico en las operaciones de fabricación de tuberías de plástico. Un solo cuello de botella en este caso puede arruinar instantáneamente los rendimientos perfectamente extruidos. Los gerentes de producción a menudo subestiman las complejidades mecánicas del encaje hasta que ocurren costosas fallas en las juntas. Los choques en cadena en las fábricas también ocurren rápidamente cuando fallan las máquinas posteriores. Necesita equipos de gran capacidad para eliminar estos riesgos conjuntos de forma eficaz. Debe igualar perfectamente las rápidas velocidades de extrusión y controlar la sobrecarga energética continua. Este artículo proporciona a los gerentes de producción y equipos de adquisiciones un marco concreto y viable. Exploraremos cómo evaluar con precisión las especificaciones centrales de la máquina. Evaluaremos los riesgos de integración de las instalaciones para evitar desastres en el diseño. También aprenderá exactamente cómo examinar adecuadamente a un proveedor confiable. Esta cuidadosa investigación garantiza el éxito operativo a largo plazo de sus instalaciones. Al comprender estos matices técnicos, podrá proteger todo su proceso de producción. En última instancia, protegerá sus ajustados márgenes de beneficio contra desperdicios innecesarios y tiempos de inactividad.
Asuntos materiales: El PVC y el HDPE requieren protocolos de calentamiento y conformado fundamentalmente diferentes para evitar la degradación del material.
La sincronización de la velocidad es fundamental: una abocardadora automática debe igualar o superar los tiempos de ciclo de su configuración de extrusión existente para evitar acumulaciones de producción.
TCO sobre el costo inicial: invertir en una abocardadora que ahorra energía reduce significativamente los costos operativos de por vida en comparación con los modelos económicos con altas tasas de desperdicio.
La verificación requiere pruebas: un fabricante creíble debe ofrecer pruebas de aceptación de fábrica (FAT) transparentes y tolerancias de herramientas garantizadas.
Los operadores deben comprender el comportamiento del material para lograr uniones de tuberías perfectas. El PVC y el HDPE reaccionan de manera diferente al calor aplicado. Exigen un manejo altamente especializado durante la fase de encaje.
El PVC rígido exige un estricto control de la temperatura durante el procesamiento. El exceso de calor provoca una rápida degradación del material y quema de superficies. Debes calentar los extremos de la tubería de manera uniforme antes de darle forma. Los requisitos de herramientas varían según el tipo de junta específica. Las juntas de cemento solvente utilizan un diseño sencillo de encaje tipo U. Las uniones de anillos elastoméricos requieren un intrincado encaje tipo R. Los operadores normalmente dependen de un equipo dedicado Abocardadora de tubos de PVC para estos perfiles tan exigentes. Estas máquinas utilizan mandriles de precisión para dar forma precisa al PVC calentado. Se producen errores comunes cuando los operadores apresuran el ciclo de calefacción. Las prisas provocan articulaciones quebradizas que fallan bajo presión.
Los contratistas unen predominantemente tuberías de HDPE utilizando técnicas de fusión a tope en el campo. Sin embargo, aplicaciones municipales específicas todavía requieren juntas encajadas. El HDPE presenta desafíos únicos debido a su enorme masa térmica. El polímero también presenta un fuerte efecto memoria. El material calentado quiere desesperadamente volver a su forma extruida original. Debe aplicar tiempos de enfriamiento prolongados mientras la tubería permanece asegurada. Mandriles internos especializados mantienen la forma hasta que el polímero fragua por completo. Acelerar esta fase crítica de enfriamiento garantiza problemas de ovalidad. Esto siempre conduce a articulaciones débiles y reemplazos costosos.
Las instalaciones deben evaluar su combinación actual de productos antes de comprar equipos. Hágase estas preguntas prácticas:
¿Procesa diariamente únicamente tubos rígidos de PVC?
¿Sus instalaciones alternan regularmente lotes de PVC y HDPE?
¿Puede su programa de producción adaptarse a tiempos de enfriamiento de HDPE más lentos de manera segura?
Puede elegir una máquina dedicada para tiradas de gran volumen y de un solo material. Alternativamente, puede seleccionar un sistema de doble propósito. Los sistemas duales requieren recetas de control avanzadas para cambiar entre materiales de forma segura. Ofrecen una gran flexibilidad pero exigen operadores altamente capacitados.
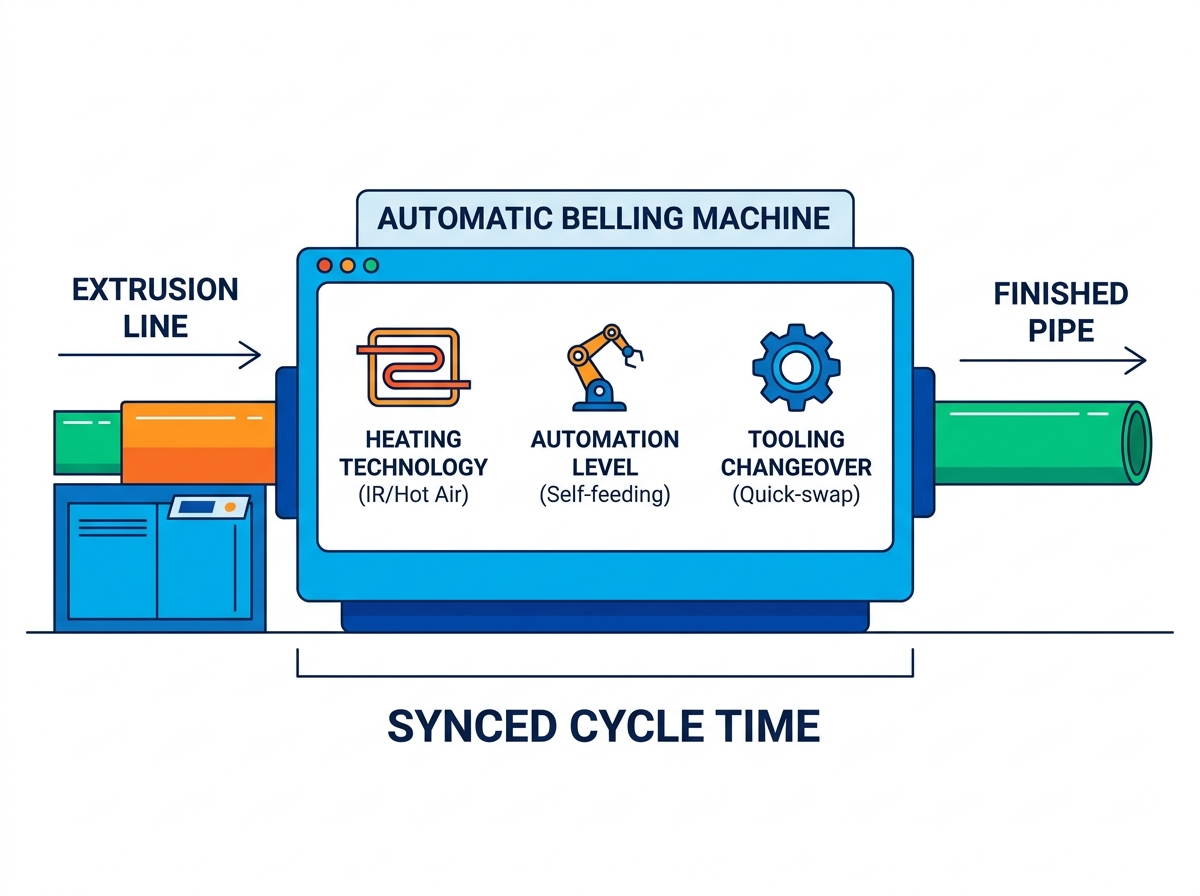
Elegir el equipo correcto implica analizar minuciosamente los métodos de calefacción. También debe revisar los niveles de automatización y la eficiencia del cambio. Estos elementos impactan directamente el rendimiento diario de su fábrica.
Los mecanismos de calentamiento determinan qué tan rápido se pueden procesar las tuberías. Generalmente se elige entre calefacción por infrarrojos (IR) de onda corta y circulación de aire caliente. Describimos las diferencias principales en el cuadro comparativo a continuación.
Categoría de característica |
Infrarrojos de onda corta (IR) |
Circulación de aire caliente |
|---|---|---|
Velocidad de calentamiento |
Transferencia de calor muy rápida e instantánea. |
Aumento de temperatura más lento y gradual |
Profundidad de penetración |
Enfoque a nivel de superficie, propenso a quemarse |
Penetración profunda y uniforme en la pared. |
Mejor aplicación |
Tuberías de paredes delgadas, líneas de alta velocidad |
Tuberías de presión de paredes gruesas |
Eficiencia Energética |
Alta eficiencia para ciclos rápidos |
Eficiencia moderada, requiere un buen aislamiento. |
Los costos laborales hoy en día erosionan constantemente los márgenes de fabricación. Un La abocardadora automática reduce significativamente la intervención manual en todos los turnos. Considere estas funciones automatizadas que le ahorrarán mano de obra:
Las mesas de autoalimentación extraen los tubos directamente de la línea de extrusión principal.
Los sistemas de expulsión automatizados apilan los productos terminados de forma ordenada en estantes de almacenamiento.
Las alarmas inteligentes de detección de fallas notifican a los operadores inmediatamente sobre fallas en la calefacción.
Los brazos robóticos manejan tuberías de alta resistencia de forma segura sin necesidad de un esfuerzo humano para levantarlas.
Estas funciones automatizadas mantienen la producción en marcha sin problemas y sin supervisión constante. Los operadores pueden centrarse en un estricto control de calidad en lugar del trabajo manual.
El tiempo de inactividad arruina la rentabilidad durante los frecuentes cambios de producto. Debe evaluar qué tan rápido los operadores pueden cambiar los mandriles. Busque mecanismos de liberación rápida en todas las abrazaderas de formación. Los operadores deben cambiar fácilmente las herramientas para diferentes diámetros de tubería. Las máquinas eficientes permiten cambios completos en menos de treinta minutos. Las configuraciones prolongadas desperdician valiosas horas de fabricación y paralizan las entregas. Una práctica recomendada común consiste en preparar de antemano el siguiente conjunto de herramientas cercano. Esta puesta en escena reduce el tiempo de caminata y acelera todo el intercambio.
Una unidad de encaje de alto rendimiento proporciona valor cero de forma independiente. Debe integrarse perfectamente en el flujo de trabajo actual de su fábrica. La integración requiere cálculos matemáticos cuidadosos y una planificación física del piso.
Su equipo downstream debe coincidir perfectamente con las tasas de producción upstream. Debe calcular con precisión la velocidad exacta de arrastre. Evalúe su existente Línea de extrusión de tubos de HDPE o instalación de PVC. Si su extrusora produce tres tubos estándar por minuto, escuche atentamente. La unidad abocardadora debe procesar al menos tres tubos por minuto. No cumplir con los tiempos de ciclo provoca amontonamientos masivos en el piso. Al final tendrás que ralentizar el extrusor artificialmente. Esta desaceleración desperdicia por completo la verdadera capacidad de producción de la extrusora.
Las fábricas modernas dependen en gran medida de redes de control unificadas. La unidad de enchufe necesita compatibilidad con el controlador lógico programable (PLC). Los constructores de renombre utilizan marcas ampliamente aceptadas como Siemens o Mitsubishi. Esta compatibilidad garantiza una transferencia de datos fluida en todo el Línea de producción de tubos de plástico . Los ajustes de velocidad automatizados evitan que se formen cuellos de botella graves. La línea principal puede enviar señales a la unidad de enchufe fácilmente. Le indica a la máquina que acelere o desacelere automáticamente según el flujo en tiempo real.
La huella física plantea un riesgo de implementación significativo en todas partes. El espacio de las fábricas sigue siendo un activo premium para los fabricantes. Debe medir con precisión la superficie de suelo disponible. Asegúrese de que las dimensiones físicas de los hornos de calentamiento se ajusten cómodamente. Verifique que las tablas de acumulación de tuberías se ajusten a su diseño actual. Deje espacio adecuado para el acceso de montacargas y el personal de mantenimiento diario. Una instalación estrecha complica las operaciones diarias y crea graves riesgos de seguridad. Siempre mapee primero el diseño de la máquina usando cinta adhesiva en el piso de su fábrica.
Los equipos de adquisiciones a veces se centran demasiado en los precios iniciales. Este enfoque limitado ignora los enormes gastos operativos a largo plazo. El funcionamiento continuo de calentadores industriales agota rápidamente los presupuestos de las instalaciones.
Calentar polímeros plásticos gruesos requiere una inmensa electricidad diariamente. Los modelos más antiguos pierden calor rápidamente al ambiente de la fábrica. Un En su lugar, la abocardadora que ahorra energía utiliza hornos de calefacción fuertemente aislados. Conserva el calor interno para minimizar el consumo eléctrico. Los sistemas hidráulicos y neumáticos servoaccionados ofrecen otra mejora importante. Sólo consumen energía durante el movimiento mecánico activo. Los motores tradicionales de funcionamiento constante desperdician energía continuamente mientras están en ralentí. Estas mejoras diseñadas reducen drásticamente el uso de kilovatios por hora. Notará caídas significativas en las facturas mensuales de servicios públicos casi de inmediato.
El calentamiento constante y el conformado mecánico preciso reducen los productos rechazados. Las uniones débiles y los graves problemas de ovalidad obligan a los operadores a desechar las tuberías. Cada tubería desechada representa un desperdicio de resina virgen y tiempo perdido. También desperdicia las costosas horas de mano de obra invertidas en extruirlo. El equipo de conexión de alta calidad garantiza que cada tubería cumpla con estrictas tolerancias dimensionales. Ahorra dinero al convertir más materia prima en bienes vendibles.
Puede evaluar el verdadero impacto financiero de forma lógica. Calcule sus gastos operativos integrales de cinco años en lugar de solo la factura. Utilice este sencillo marco matemático para comparar con precisión diferentes modelos de máquinas:
Determine el costo inicial de compra de la máquina.
Agregue el uso de energía proyectado durante un período de cinco años.
Agregue los gastos estimados de mantenimiento preventivo y tiempo de inactividad por averías.
Reste el valor de la materia prima ahorrado de las menores tasas de desperdicio.
Este sencillo marco revela el verdadero valor del equipo. Básicamente, las máquinas eficientes se amortizan con el tiempo gracias al ahorro en servicios públicos y desechos.
La selección de proveedores tiene tanto peso como las especificaciones técnicas de la máquina. Necesita un socio confiable capaz de brindar soporte constante.
Evite los fabricantes de maquinaria generalistas cuando adquiera equipos de plástico. Busque un dedicado fabricante de máquinas abocardadoras . Deben especializarse exclusivamente en equipos posteriores de extrusión de tuberías. Los constructores especializados comprenden los complejos flujos de polímeros y las tasas de contracción. Ellos entienden mejor que nadie las duras realidades de las fábricas. Sus equipos de ingeniería ya han resuelto los problemas de procesamiento exactos que usted enfrenta.
Verifique rigurosamente sus certificaciones industriales antes de firmar contratos. Deben poseer certificaciones de fabricación estándar CE o ISO. Más importante aún, deben construir herramientas que cumplan con los estándares regionales. Pídales que demuestren el cumplimiento de los requisitos ASTM, DIN o ISO. Las dimensiones defectuosas de las herramientas harán que sus tuberías terminadas sean completamente imposibles de vender.
Nunca acepte un envío sin completar una Prueba de aceptación en fábrica (FAT). Insista en realizar esta rigurosa prueba utilizando sus muestras exactas. Envíeles sus tubos extruidos antes de que finalicen el montaje de la máquina. El proceso FAT demuestra varios elementos cruciales al instante. Valida que la máquina alcance los tiempos de ciclo prometidos de forma segura. Confirma que todos los casquillos cumplen exactamente con las tolerancias dimensionales requeridas. Verifica que los sistemas de expulsión automatizados manejen los pesos de tubería específicos.
Evalúe cuidadosamente su acuerdo de nivel de servicio (SLA) después de la venta. El hardware eventualmente se estropea debido al uso industrial intensivo. Necesita acceso inmediato a componentes de repuesto especializados. Verifique minuciosamente sus capacidades de resolución remota de problemas. ¿Pueden sus ingenieros de software diagnosticar fallas de PLC en línea? Pregunte por los tiempos de despacho de sus técnicos para averías mecánicas importantes. El rápido soporte posventa mantiene su fábrica funcionando de manera rentable durante todo el año.
Seleccionar el equipo de enchufe adecuado requiere un análisis operativo cuidadoso. En última instancia, su decisión depende de la compatibilidad del material y la sincronización de la velocidad del ciclo. También depende de la confiabilidad verificable del proveedor. No permita que equipos posteriores mal diseñados limiten la producción general de su fábrica.
Siga estos siguientes pasos inmediatos para comenzar su proceso de adquisición hoy:
Audite las velocidades actuales de su línea de extrusión en todos los tamaños de tuberías activas.
Documente los rangos exactos de diámetro de tubería y los requisitos de perfil de junta.
Compile estos datos en un documento definitivo de Solicitud de cotización (RFQ).
Exija procedimientos FAT transparentes antes de finalizar cualquier contrato con proveedores.
R: Sí, los operadores pueden procesar ambos materiales en una sola máquina de doble propósito. Sin embargo, requiere cambios de herramientas especializados para diferentes perfiles de casquillo. También debe programar distintas recetas de PLC de calentamiento y enfriamiento para manejar las diferentes propiedades térmicas de cada polímero.
R: Los plazos de entrega estándar de la industria suelen oscilar entre 45 y 90 días. Este cronograma depende en gran medida de los niveles de personalización requeridos, la complejidad de los mandriles internos y las cargas de trabajo actuales de la fábrica. Las máquinas especializadas de doble propósito suelen acercarse a la marca de los 90 días.
R: La máquina utiliza sensores fotoeléctricos ajustables para detectar con precisión las posiciones de las tuberías entrantes. Las abrazaderas neumáticas aseguran firmemente la tubería una vez que ingresa a la zona de calentamiento. Los operadores pueden ajustar fácilmente estos soportes de sensores para adaptarse a longitudes estándar que van de tres a seis metros sin problemas.




