
Wyświetlenia: 0 Autor: Edytor witryny Czas publikacji: 2026-07-01 Pochodzenie: Strona










Proces kielichowania lub kielichowania stanowi krytyczny końcowy etap operacji produkcji rur z tworzyw sztucznych. Pojedyncze wąskie gardło może natychmiast zrujnować idealnie wytłaczane plony. Kierownicy produkcji często nie doceniają mechanicznych złożoności wykonywania gniazd, dopóki nie wystąpią kosztowne awarie połączeń. Do nagromadzeń w fabrykach dochodzi również szybko, gdy zawodzą maszyny znajdujące się na dalszym etapie produkcji. Aby skutecznie wyeliminować te wspólne zagrożenia, potrzebny jest wysoce wydajny sprzęt. Musi płynnie dopasowywać się do dużych prędkości wytłaczania i kontrolować bieżący narzut energii. Artykuł ten zapewnia kierownikom produkcji i zespołom zaopatrzenia konkretne, praktyczne ramy. Zbadamy, jak dokładnie ocenić podstawowe specyfikacje maszyny. Ocenimy ryzyko integracji obiektu, aby zapobiec awariom układu. Dowiesz się również dokładnie, jak prawidłowo zweryfikować wiarygodnego dostawcę. Ta dokładna weryfikacja gwarantuje długoterminowy sukces operacyjny Twojego obiektu. Rozumiejąc te niuanse techniczne, możesz zabezpieczyć cały proces produkcyjny. Ostatecznie ochronisz swoje wąskie marże zysku przed niepotrzebnymi stratami i przestojami.
Kwestie materiałowe: PVC i HDPE wymagają zasadniczo różnych protokołów ogrzewania i formowania, aby zapobiec degradacji materiału.
Synchronizacja prędkości ma kluczowe znaczenie: automatyczna maszyna do dzwonowania musi odpowiadać lub przekraczać czasy cykli istniejącej konfiguracji wytłaczania, aby zapobiec spiętrzeniom produkcyjnym.
TCO w porównaniu z kosztami początkowymi: Inwestycja w energooszczędną maszynę do dzwonowania znacznie zmniejsza koszty operacyjne w całym okresie użytkowania w porównaniu z modelami budżetowymi o wysokim wskaźniku złomowania.
Weryfikacja wymaga dowodu: Wiarygodny producent powinien oferować przejrzyste testy akceptacji fabrycznej (FAT) i gwarantowane tolerancje oprzyrządowania.
Aby uzyskać doskonałe połączenia rur, operatorzy muszą rozumieć zachowanie materiału. PVC i HDPE reagują inaczej na zastosowane ciepło. Wymagają wysoce specjalistycznego postępowania w fazie osadzania.
Sztywne PCV wymaga ścisłej kontroli temperatury podczas przetwarzania. Nadmiar ciepła powoduje szybką degradację materiału i spalanie powierzchni. Przed uformowaniem należy równomiernie podgrzać końce rur. Wymagania dotyczące narzędzi różnią się w zależności od konkretnego typu złącza. Złącza cementowo-rozpuszczalnikowe wykorzystują prostą konstrukcję kielicha typu U. Połączenia pierścieniowe z elastomeru wymagają skomplikowanego gniazda typu R. Operatorzy zazwyczaj polegają na dedykowanym Maszyna do dzwonowania rur PCV dla tych wymagających profili. Maszyny te wykorzystują precyzyjne trzpienie do dokładnego kształtowania podgrzanego PCV. Typowe błędy pojawiają się, gdy operatorzy przyspieszają cykl ogrzewania. Pośpiech powoduje łamliwość połączeń, które ulegają uszkodzeniu pod ciśnieniem.
Wykonawcy łączą rury HDPE głównie przy użyciu technik zgrzewania doczołowego w terenie. Jednak specyficzne zastosowania komunalne nadal wymagają połączeń kielichowych. HDPE stawia wyjątkowe wyzwania ze względu na ogromną masę termiczną. Polimer wykazuje także silny efekt pamięci. Podgrzany materiał rozpaczliwie pragnie powrócić do pierwotnego, wytłoczonego kształtu. Należy zastosować wydłużony czas chłodzenia, gdy rura pozostaje zabezpieczona. Specjalistyczne trzpienie wewnętrzne utrzymują kształt aż do całkowitego wiązania polimeru. Przyspieszenie tej krytycznej fazy chłodzenia gwarantuje problemy z owalnością. Zawsze prowadzi to do słabych połączeń i kosztownych wymian.
Przed zakupem sprzętu obiekty muszą ocenić swój aktualny asortyment produktów. Zadaj sobie te praktyczne pytania:
Czy codziennie przetwarzacie wyłącznie sztywne rury PCV?
Czy Twój zakład regularnie zmienia partie PVC i HDPE?
Czy Twój harmonogram produkcji może bezpiecznie uwzględniać wolniejsze czasy chłodzenia HDPE?
Możesz wybrać maszynę dedykowaną do dużych serii pojedynczych materiałów. Alternatywnie możesz wybrać system dwufunkcyjny. Systemy podwójne wymagają zaawansowanych receptur kontrolnych, aby bezpiecznie przełączać się między materiałami. Oferują dużą elastyczność, ale wymagają wysoko wykwalifikowanych operatorów.
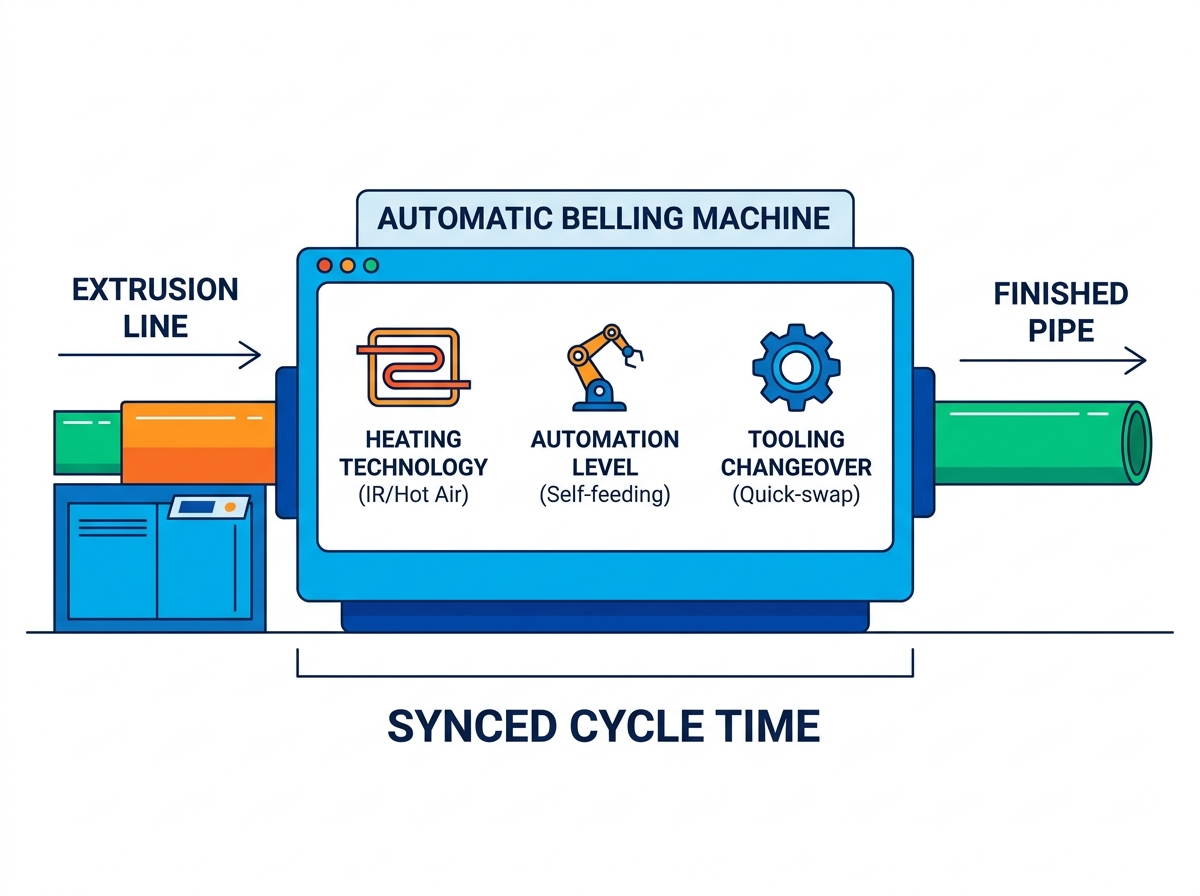
Wybór odpowiedniego sprzętu wymaga dokładnej analizy metod ogrzewania. Należy także sprawdzić poziom automatyzacji i efektywność zmian. Elementy te bezpośrednio wpływają na dzienną wydajność fabryki.
Mechanizmy grzewcze decydują o szybkości obróbki rur. Zwykle wybierasz pomiędzy ogrzewaniem krótkofalowym podczerwienią (IR) a cyrkulacją gorącego powietrza. Podstawowe różnice przedstawiliśmy w poniższej tabeli porównawczej.
Kategoria funkcji |
Krótkofalowa podczerwień (IR) |
Cyrkulacja gorącego powietrza |
|---|---|---|
Szybkość ogrzewania |
Bardzo szybki, natychmiastowy transfer ciepła |
Wolniejszy, stopniowy wzrost temperatury |
Głębokość penetracji |
Ognisko skupione na powierzchni, podatne na przypalenie |
Głęboka, równomierna penetracja ściany |
Najlepsza aplikacja |
Rury cienkościenne, linie dużych prędkości |
Grubościenne rury ciśnieniowe |
Efektywność energetyczna |
Wysoka wydajność dla szybkich cykli |
Umiarkowana wydajność, wymaga dobrej izolacji |
Obecnie koszty pracy stale wpływają na marże produkcyjne. Jakiś automatyczna maszyna do dzwonowania znacznie ogranicza interwencję ręczną podczas zmian. Rozważ te zautomatyzowane funkcje oszczędzające pracę:
Stoły samozasilające pobierają rury bezpośrednio z głównej linii wytłaczania.
Zautomatyzowane systemy wyrzucania układają gotowe produkty na regałach magazynowych.
Inteligentne alarmy wykrywające awarie natychmiast powiadamiają operatorów o awariach ogrzewania.
Ramiona robotyczne bezpiecznie obsługują rury o dużej wytrzymałości, bez konieczności uciążliwego podnoszenia przez człowieka.
Te zautomatyzowane funkcje zapewniają płynny przebieg produkcji bez stałego nadzoru. Operatorzy mogą skupić się na ścisłej kontroli jakości zamiast na pracy fizycznej.
Przestoje rujnują rentowność podczas częstych zmian produktów. Należy ocenić, jak szybko operatorzy mogą wymieniać trzpienie. Poszukaj mechanizmów szybkiego zwalniania na wszystkich zaciskach formujących. Operatorzy powinni łatwo zmieniać oprzyrządowanie dla różnych średnic rur. Wydajne maszyny umożliwiają pełne przezbrojenie w czasie krótszym niż trzydzieści minut. Długotrwałe konfiguracje marnują cenne godziny produkcyjne i dostawy na stoisku. Powszechnie stosowaną najlepszą praktyką jest wcześniejsze ustawienie w pobliżu następnego zestawu narzędzi. To etapowanie skraca czas chodzenia i przyspiesza całą wymianę.
Wysokowydajna jednostka gniazdowa niezależnie zapewnia wartość zerową. Musi płynnie integrować się z bieżącym przepływem pracy w fabryce. Integracja wymaga starannych obliczeń matematycznych i fizycznego planowania piętra.
Twój sprzęt końcowy musi idealnie pasować do wydajności wyjściowej. Należy dokładnie obliczyć dokładną prędkość odciągu. Oceń swoje istniejące Linia do wytłaczania rur HDPE lub konfiguracja PVC. Jeśli Twoja wytłaczarka produkuje trzy standardowe rury na minutę, słuchaj uważnie. Jednostka dzwonująca musi przetwarzać co najmniej trzy rury na minutę. Niedopasowanie czasów cykli powoduje ogromne gromadzenie się podłóg. W końcu będziesz musiał sztucznie spowolnić wytłaczarkę. To spowolnienie całkowicie marnuje rzeczywistą wydajność wytłaczarki.
Nowoczesne fabryki w dużym stopniu opierają się na ujednoliconych sieciach sterowania. Jednostka gniazdowa wymaga zgodności z programowalnym sterownikiem logicznym (PLC). Renomowani konstruktorzy korzystają z powszechnie uznanych marek, takich jak Siemens czy Mitsubishi. Ta kompatybilność zapewnia płynne przekazywanie danych w całym systemie linia do produkcji rur z tworzyw sztucznych . Automatyczna regulacja prędkości zapobiega tworzeniu się poważnych wąskich gardeł. Linia główna może łatwo sygnalizować jednostkę gniazdową. Informuje maszynę, aby automatycznie przyspieszyła lub zwolniła w oparciu o przepływ w czasie rzeczywistym.
Fizyczny ślad stwarza wszędzie znaczne ryzyko wdrożenia. Powierzchnia fabryczna pozostaje atutem premium dla producentów. Musisz dokładnie zmierzyć dostępną powierzchnię podłogi. Upewnij się, że fizyczne wymiary pieców grzewczych pasują wygodnie. Sprawdź, czy tabele akumulacji rur pasują do bieżącego układu. Pozostaw odpowiednią ilość miejsca dla wózków widłowych i personelu zajmującego się codzienną konserwacją. Ciasna instalacja komplikuje codzienną pracę i stwarza poważne zagrożenie dla bezpieczeństwa. Zawsze najpierw mapuj układ maszyny za pomocą taśmy na hali produkcyjnej.
Zespoły zakupowe czasami zbyt mocno skupiają się na początkowych cenach naklejek. To ograniczone podejście ignoruje ogromne długoterminowe koszty operacyjne. Ciągłe działanie grzejników przemysłowych szybko wyczerpuje budżety obiektu.
Ogrzewanie grubych polimerów z tworzyw sztucznych wymaga codziennego ogromnego zużycia energii elektrycznej. Starsze modele szybko uciekają ciepło do otaczającego środowiska fabrycznego. Jakiś Energooszczędna maszyna do dzwonowania wykorzystuje zamiast tego mocno izolowane piece grzewcze. Zatrzymuje wewnętrzne ciepło, aby zminimalizować pobór prądu. Układy hydrauliczne i pneumatyczne napędzane serwomechanizmem oferują kolejne istotne ulepszenie. Pobierają energię tylko podczas aktywnego ruchu mechanicznego. Tradycyjne silniki o ciągłej pracy marnują energię w sposób ciągły na biegu jałowym. Te zaprojektowane udoskonalenia drastycznie obniżają zużycie kilowatów na godzinę. Niemal natychmiast zauważysz znaczny spadek miesięcznych rachunków za media.
Stałe ogrzewanie i precyzyjne formowanie mechaniczne zmniejszają liczbę odrzuconych produktów. Słabe złącza i poważne problemy z owalnością zmuszają operatorów do złomowania rur. Każda złomowana rura oznacza zmarnowaną dziewiczą żywicę i stracony czas. Marnuje się również kosztowne godziny pracy spędzone na wytłaczaniu. Wysokiej jakości sprzęt do wykonywania kielichów gwarantuje, że każda rura spełnia rygorystyczne tolerancje wymiarowe. Oszczędzasz pieniądze, przekształcając więcej surowców w towary nadające się do sprzedaży.
Prawdziwy wpływ finansowy można ocenić logicznie. Oblicz swoje kompleksowe pięcioletnie koszty operacyjne, a nie tylko fakturę. Użyj tego prostego schematu matematycznego, aby dokładnie porównać różne modele maszyn:
Określ początkowy koszt zakupu maszyny.
Dodaj przewidywane zużycie energii w okresie pięciu lat.
Dodaj szacunkowe wydatki na konserwację zapobiegawczą i przestoje spowodowane awarią.
Odejmij wartość zaoszczędzonego surowca od niższych stawek złomu.
Te proste ramy ujawniają prawdziwą wartość sprzętu. Wydajne maszyny zwracają się zasadniczo z biegiem czasu dzięki oszczędnościom w zużyciu mediów i złomu.
Wybór dostawcy ma taką samą wagę jak specyfikacje techniczne maszyny. Potrzebujesz niezawodnego partnera, który będzie w stanie zapewnić spójne wsparcie.
Kupując sprzęt z tworzyw sztucznych, unikaj ogólnych konstruktorów maszyn. Poszukaj dedykowanego zamiast tego producent maszyn do dzwonków . Muszą specjalizować się wyłącznie w urządzeniach końcowych do wytłaczania rur. Wyspecjalizowani konstruktorzy rozumieją złożone szybkości przepływu i skurczu polimeru. Rozumieją trudną rzeczywistość fabryki lepiej niż ktokolwiek inny. Ich zespoły inżynieryjne rozwiązały już dokładnie problemy związane z przetwarzaniem, przed którymi stoisz.
Przed podpisaniem umów rygorystycznie sprawdzaj swoje certyfikaty branżowe. Powinni posiadać standardowe certyfikaty produkcyjne CE lub ISO. Co ważniejsze, muszą budować oprzyrządowanie zgodne ze standardami regionalnymi. Poproś ich o udowodnienie zgodności z wymaganiami ASTM, DIN lub ISO. Wadliwe wymiary oprzyrządowania sprawią, że gotowe rury będą całkowicie niezdatne do sprzedaży.
Nigdy nie przyjmuj przesyłki bez przeprowadzenia fabrycznego testu odbiorczego (FAT). Nalegaj, aby przeprowadzić ten rygorystyczny test z użyciem dokładnych próbek. Wyślij im swoje wytłaczane rury, zanim sfinalizują montaż maszyny. Proces FAT natychmiast potwierdza kilka kluczowych elementów. Sprawdza, czy maszyna bezpiecznie osiąga obiecane czasy cykli. Potwierdza, że wszystkie nasadki dokładnie spełniają wymagane tolerancje wymiarowe. Sprawdza, czy zautomatyzowane systemy wyrzucania radzą sobie z rurami o określonej masie.
Dokładnie oceń umowę dotyczącą poziomu usług (SLA) po sprzedaży. Sprzęt ostatecznie ulega uszkodzeniu w wyniku intensywnego użytkowania przemysłowego. Potrzebujesz natychmiastowego dostępu do specjalistycznych części zamiennych. Sprawdź dokładnie ich możliwości zdalnego rozwiązywania problemów. Czy ich inżynierowie oprogramowania mogą diagnozować usterki PLC online? Zapytaj o czas wysłania technika w przypadku poważnych awarii mechanicznych. Dzięki szybkiemu wsparciu posprzedażowemu Twoja fabryka będzie działać z zyskiem przez cały rok.
Wybór odpowiedniego sprzętu do gniazdowania wymaga dokładnej analizy operacyjnej. Twoja decyzja ostatecznie zależy od kompatybilności materiałów i synchronizacji prędkości cyklu. Zależy to również od weryfikowalnej wiarygodności dostawcy. Nie pozwól, aby źle zaprojektowane urządzenia końcowe ograniczały ogólną wydajność fabryki.
Wykonaj następujące bezpośrednie kroki, aby rozpocząć proces zakupów już dziś:
Sprawdź aktualną prędkość linii do wytłaczania dla wszystkich aktywnych rozmiarów rur.
Udokumentuj dokładne zakresy średnic rur i wymagania dotyczące profili połączeń.
Skompiluj te dane w ostatecznym dokumencie zapytania ofertowego (RFQ).
Żądaj przejrzystych procedur FAT przed sfinalizowaniem jakichkolwiek umów z dostawcami.
Odp.: Tak, operatorzy mogą przetwarzać oba materiały na jednej maszynie o podwójnym przeznaczeniu. Wymaga to jednak specjalistycznej wymiany narzędzi dla różnych profili gniazd. Należy także zaprogramować odrębne receptury PLC ogrzewania i chłodzenia, aby obsłużyć różne właściwości termiczne każdego polimeru.
Odp.: Standardowe czasy realizacji w branży zazwyczaj wahają się od 45 do 90 dni. Harmonogram ten w dużym stopniu zależy od wymaganych poziomów dostosowania, złożoności wewnętrznych trzpieni i bieżącego obciążenia fabryki. Wyspecjalizowane maszyny o podwójnym przeznaczeniu zwykle zbliżają się do 90-dniowego okresu.
Odp.: Maszyna wykorzystuje regulowane czujniki fotoelektryczne do dokładnego wykrywania pozycji rur wchodzących. Zaciski pneumatyczne mocno zabezpieczają rurę po wejściu do strefy grzewczej. Operatorzy mogą z łatwością dostosować te wsporniki czujników, aby bezproblemowo dostosować je do standardowych długości w zakresie od trzech do sześciu metrów.




