
Aufrufe: 0 Autor: Site-Editor Veröffentlichungszeit: 01.07.2026 Herkunft: Website










Der Glocken- oder Muffenprozess dient als entscheidender letzter Schritt bei der Herstellung von Kunststoffrohren. Ein einziger Engpass kann hier perfekt extrudierte Erträge sofort ruinieren. Produktionsleiter unterschätzen häufig die mechanische Komplexität der Muffenherstellung, bis es zu kostspieligen Verbindungsausfällen kommt. Auch in Fabrikhallen kommt es schnell zu Staus, wenn nachgeschaltete Maschinen ausfallen. Um diese Gelenkrisiken wirksam zu beseitigen, benötigen Sie hochleistungsfähige Geräte. Es muss sich nahtlos an schnelle Extrusionsgeschwindigkeiten anpassen und den laufenden Energieaufwand kontrollieren. Dieser Artikel bietet Produktionsleitern und Beschaffungsteams einen konkreten, umsetzbaren Rahmen. Wir werden untersuchen, wie die wichtigsten Maschinenspezifikationen genau bewertet werden können. Wir bewerten die Risiken bei der Anlagenintegration, um Layout-Katastrophen zu verhindern. Außerdem erfahren Sie genau, wie Sie einen zuverlässigen Anbieter richtig überprüfen. Diese sorgfältige Prüfung gewährleistet den langfristigen Betriebserfolg Ihrer Einrichtung. Wenn Sie diese technischen Feinheiten verstehen, können Sie Ihren gesamten Produktionsprozess absichern. Letztendlich schützen Sie Ihre knappen Gewinnspannen vor unnötiger Verschwendung und Ausfallzeiten.
Auf das Material kommt es an: PVC und HDPE erfordern grundlegend unterschiedliche Erhitzungs- und Formungsprotokolle, um eine Verschlechterung des Materials zu verhindern.
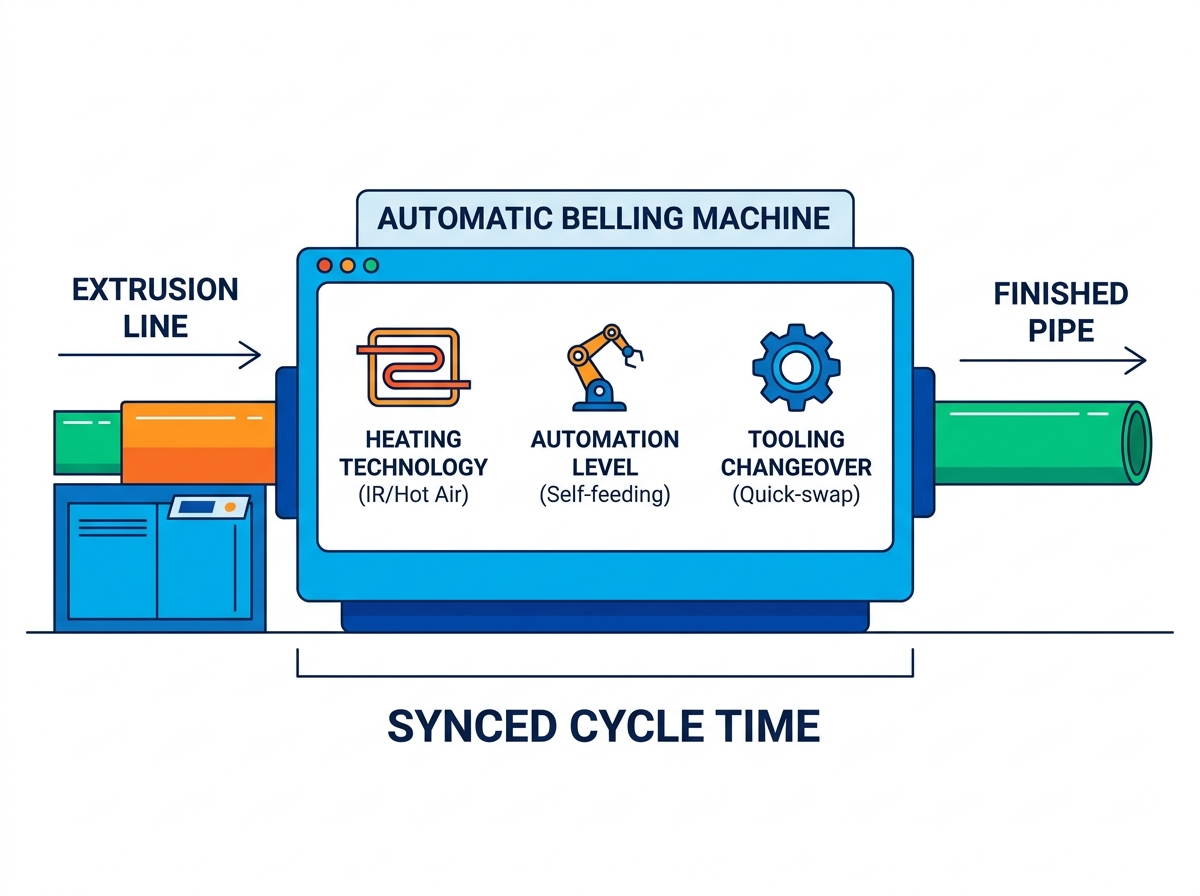
Geschwindigkeitssynchronisation ist von entscheidender Bedeutung: Eine automatische Glockenmaschine muss die Zykluszeiten Ihrer bestehenden Extrusionsanlage erreichen oder übertreffen, um Produktionsstaus zu vermeiden.
Gesamtbetriebskosten über Vorlaufkosten: Die Investition in eine energiesparende Glockenmaschine reduziert die Betriebskosten über die gesamte Lebensdauer im Vergleich zu Budgetmodellen mit hohen Ausschussraten erheblich.
Für die Überprüfung sind Nachweise erforderlich: Ein glaubwürdiger Hersteller sollte transparente Factory Acceptance Tests (FAT) und garantierte Werkzeugtoleranzen anbieten.
Bediener müssen das Materialverhalten verstehen, um perfekte Rohrverbindungen zu erzielen. PVC und HDPE reagieren unterschiedlich auf einwirkende Hitze. Sie erfordern eine hochspezialisierte Handhabung während der Sockelphase.
Hart-PVC erfordert bei der Verarbeitung eine strenge Temperaturkontrolle. Übermäßige Hitze führt zu einer schnellen Materialzersetzung und Oberflächenverbrennung. Vor dem Formen müssen Sie die Rohrenden gleichmäßig erwärmen. Die Werkzeuganforderungen variieren je nach spezifischem Verbindungstyp. Lösungsmittelzementverbindungen verwenden ein einfaches U-förmiges Muffendesign. Elastomer-Ringverbindungen erfordern eine komplizierte R-förmige Muffe. Betreiber verlassen sich in der Regel auf einen dedizierten PVC-Rohr-Bördelmaschine für diese anspruchsvollen Profile. Diese Maschinen verwenden Präzisionsdorne, um das erhitzte PVC präzise zu formen. Häufige Fehler passieren, wenn Bediener den Heizzyklus überstürzen. Hektik führt zu spröden Gelenken, die unter Druck versagen.
Auftragnehmer verbinden HDPE-Rohre überwiegend mit Stumpfschweißtechniken vor Ort. Für bestimmte kommunale Anwendungen sind jedoch immer noch Muffenverbindungen erforderlich. HDPE stellt aufgrund seiner enormen thermischen Masse besondere Herausforderungen dar. Das Polymer weist außerdem einen starken Memory-Effekt auf. Das erhitzte Material möchte unbedingt in seine ursprüngliche extrudierte Form zurückkehren. Während das Rohr gesichert bleibt, müssen längere Abkühlzeiten eingehalten werden. Spezielle Innendorne halten die Form, bis das Polymer vollständig ausgehärtet ist. Eine Beschleunigung dieser kritischen Abkühlphase führt garantiert zu Ovalitätsproblemen. Dies führt immer zu schwachen Gelenken und kostspieligen Ersatzarbeiten.
Einrichtungen müssen ihren aktuellen Produktmix bewerten, bevor sie Geräte kaufen. Stellen Sie sich diese praktischen Fragen:
Verarbeiten Sie täglich ausschließlich Hart-PVC-Rohre?
Wechselt Ihre Anlage regelmäßig zwischen PVC- und HDPE-Chargen?
Kann Ihr Produktionsplan langsamere HDPE-Abkühlzeiten sicher berücksichtigen?
Sie können eine spezielle Maschine für großvolumige Einzelmaterialläufe wählen. Alternativ können Sie sich auch für ein Dual-Purpose-System entscheiden. Duale Systeme erfordern fortschrittliche Steuerrezepte, um sicher zwischen Materialien wechseln zu können. Sie bieten große Flexibilität, erfordern jedoch hochqualifizierte Bediener.
Die Auswahl der richtigen Ausrüstung erfordert eine gründliche Analyse der Heizmethoden. Sie müssen auch den Automatisierungsgrad und die Umstellungseffizienz überprüfen. Diese Elemente wirken sich direkt auf Ihren täglichen Fabrikertrag aus.
Heizmechanismen bestimmen, wie schnell Sie Rohre bearbeiten können. Grundsätzlich wählen Sie zwischen Kurzwellen-Infrarot (IR)-Heizung und Warmluftzirkulation. Die Hauptunterschiede haben wir in der Vergleichstabelle unten aufgeführt.
Feature-Kategorie |
Kurzwelliges Infrarot (IR) |
Heißluftzirkulation |
|---|---|---|
Heizgeschwindigkeit |
Sehr schnelle, sofortige Wärmeübertragung |
Langsamer, allmählicher Temperaturanstieg |
Eindringtiefe |
Fokussierung auf Oberflächenebene, anfällig für Verbrennungen |
Tiefe, gleichmäßige Wanddurchdringung |
Beste Anwendung |
Dünnwandige Rohre, Hochgeschwindigkeitsleitungen |
Dickwandige Druckrohre |
Energieeffizienz |
Hohe Effizienz für schnelle Zyklen |
Mäßiger Wirkungsgrad, gute Isolierung erforderlich |
Die Arbeitskosten schmälern heute ständig die Produktionsmargen. Ein Die automatische Glockenmaschine reduziert den manuellen Eingriff über die Schichten hinweg erheblich. Erwägen Sie diese arbeitssparenden automatisierten Funktionen:
Selbstzuführende Tische ziehen Rohre direkt von der Hauptextrusionslinie.
Automatisierte Auswurfsysteme stapeln fertige Produkte sauber auf Lagerregalen.
Intelligente Fehlererkennungsalarme benachrichtigen den Bediener sofort über Heizungsausfälle.
Roboterarme handhaben schwere Rohre sicher und ohne anstrengendes Heben von Menschen.
Diese automatisierten Funktionen sorgen für einen reibungslosen Produktionsablauf ohne ständige Überwachung. Bediener können sich auf eine strenge Qualitätskontrolle statt auf manuelle Arbeit konzentrieren.
Bei häufigen Produktwechseln beeinträchtigen Ausfallzeiten die Rentabilität. Sie müssen beurteilen, wie schnell Bediener die Dorne austauschen können. Achten Sie bei allen Formklemmen auf Schnelllösemechanismen. Bediener sollten die Werkzeuge für unterschiedliche Rohrdurchmesser problemlos wechseln können. Effiziente Maschinen ermöglichen vollständige Umrüstungen in weniger als 30 Minuten. Längere Rüstzeiten verschwenden wertvolle Produktionsstunden und verzögern die Lieferungen. Eine gängige Best Practice besteht darin, den nächsten Werkzeugsatz vorher in der Nähe bereitzustellen. Diese Etappenmaßnahme verkürzt die Gehzeit und beschleunigt den gesamten Wechsel.
Eine Hochleistungs-Sockeleinheit liefert unabhängig einen Nullwert. Es muss sich nahtlos in Ihren aktuellen Fabrikarbeitsablauf integrieren. Die Integration erfordert sorgfältige mathematische Berechnungen und eine physikalische Grundrissplanung.
Ihre Downstream-Ausrüstung muss perfekt mit den Upstream-Ausgaberaten übereinstimmen. Sie müssen die genaue Abzugsgeschwindigkeit genau berechnen. Bewerten Sie Ihre bestehenden HDPE-Rohrextrusionslinie oder PVC-Anlage. Wenn Ihr Extruder drei Standardrohre pro Minute produziert, hören Sie genau hin. Die Glockenanlage muss mindestens drei Rohre pro Minute verarbeiten. Wenn die Zykluszeiten nicht eingehalten werden, kommt es zu massiven Bodenstauungen. Irgendwann müssen Sie den Extruder künstlich verlangsamen. Durch diese Verlangsamung wird die tatsächliche Produktionskapazität des Extruders vollständig verschwendet.
Moderne Fabriken sind stark auf einheitliche Kontrollnetzwerke angewiesen. Die Sockeleinheit muss mit einer speicherprogrammierbaren Steuerung (SPS) kompatibel sein. Seriöse Hersteller verwenden weit verbreitete Marken wie Siemens oder Mitsubishi. Diese Kompatibilität gewährleistet eine reibungslose Datenübergabe im gesamten Netzwerk Produktionslinie für Kunststoffrohre . Automatisierte Geschwindigkeitsanpassungen verhindern die Entstehung schwerwiegender Engpässe. Die Hauptleitung kann die Steckdoseneinheit problemlos signalisieren. Es weist die Maschine an, basierend auf dem Echtzeitfluss automatisch zu beschleunigen oder zu verlangsamen.
Der physische Fußabdruck stellt überall ein erhebliches Implementierungsrisiko dar. Fabrikflächen bleiben für Hersteller ein erstklassiges Gut. Sie müssen die verfügbare Grundfläche genau ausmessen. Stellen Sie sicher, dass die physischen Abmessungen der Heizöfen bequem passen. Stellen Sie sicher, dass die Rohrakkumulationstabellen zu Ihrem aktuellen Layout passen. Lassen Sie ausreichend Platz für den Zugang des Gabelstaplers und das Personal für die tägliche Wartung. Eine beengte Installation erschwert den täglichen Betrieb und birgt erhebliche Sicherheitsrisiken. Zeichnen Sie den Maschinenaufbau immer zuerst mit Klebeband in Ihrer Fabrikhalle auf.
Beschaffungsteams konzentrieren sich manchmal zu sehr auf die anfänglichen Aufkleberpreise. Dieser begrenzte Ansatz ignoriert die enormen langfristigen Betriebskosten. Der kontinuierliche Betrieb von Industrieheizungen belastet die Anlagenbudgets schnell.
Das Erhitzen dicker Kunststoffpolymere erfordert täglich enormen Strom. Ältere Modelle geben Wärme schnell an die Umgebung der Fabrik ab. Ein Die energiesparende Ausformmaschine nutzt stattdessen stark isolierte Heizöfen. Es speichert die innere Wärme, um den Stromverbrauch zu minimieren. Servobetriebene hydraulische und pneumatische Systeme bieten eine weitere wesentliche Verbesserung. Sie beziehen nur bei aktiver mechanischer Bewegung Strom. Herkömmliche Motoren mit konstantem Betrieb verschwenden im Leerlauf kontinuierlich Energie. Diese technischen Verbesserungen senken Ihren Kilowattstundenverbrauch drastisch. Sie werden fast sofort einen erheblichen Rückgang der monatlichen Stromrechnungen bemerken.
Gleichmäßiges Erhitzen und präzises mechanisches Formen reduzieren Ausschussprodukte. Schwache Verbindungen und schwerwiegende Ovalitätsprobleme zwingen Betreiber dazu, Rohre zu verschrotten. Jedes ausrangierte Rohr stellt verschwendetes Neuharz und verlorene Zeit dar. Es verschwendet auch die teuren Arbeitsstunden, die für das Extrudieren aufgewendet werden müssen. Hochwertige Muffenausrüstung stellt sicher, dass jedes Rohr strenge Maßtoleranzen einhält. Sie sparen Geld, indem Sie mehr Rohstoffe in verkaufsfähige Waren umwandeln.
Sie können die tatsächlichen finanziellen Auswirkungen logisch abschätzen. Berechnen Sie Ihre gesamten fünfjährigen Betriebskosten und nicht nur die Rechnung. Verwenden Sie dieses unkomplizierte mathematische Rahmenwerk, um verschiedene Maschinenmodelle genau zu vergleichen:
Bestimmen Sie die Vorabkosten für den Maschinenkauf.
Addieren Sie den prognostizierten Energieverbrauch über einen Zeitraum von fünf Jahren.
Fügen Sie die geschätzten Kosten für vorbeugende Wartung und Ausfallzeiten hinzu.
Ziehen Sie den eingesparten Rohstoffwert von den geringeren Ausschussraten ab.
Dieser unkomplizierte Rahmen offenbart den wahren Wert der Ausrüstung. Effiziente Maschinen amortisieren sich im Wesentlichen im Laufe der Zeit durch Einsparungen bei Verbrauch und Ausschuss.
Die Auswahl des Anbieters ist ebenso wichtig wie die technischen Spezifikationen der Maschine. Sie benötigen einen zuverlässigen Partner, der Ihnen kontinuierlichen Support bieten kann.
Meiden Sie bei der Beschaffung von Kunststoffausrüstung generalistische Maschinenbauer. Suchen Sie nach einem engagierten stattdessen auf den Hersteller von Glockenmaschinen zurückgreifen . Sie müssen sich ausschließlich auf nachgeschaltete Anlagen zur Rohrextrusion spezialisieren. Spezialisierte Bauarbeiter verstehen komplexe Polymerfluss- und Schrumpfungsraten. Sie verstehen die harten Realitäten in Fabrikhallen besser als jeder andere. Ihre Ingenieurteams haben bereits genau die Verarbeitungsprobleme gelöst, mit denen Sie konfrontiert sind.
Überprüfen Sie ihre Branchenzertifizierungen sorgfältig, bevor Sie Verträge unterzeichnen. Sie sollten über standardmäßige CE- oder ISO-Fertigungszertifizierungen verfügen. Noch wichtiger ist, dass sie Werkzeuge bauen müssen, die den regionalen Standards entsprechen. Bitten Sie sie, die Einhaltung der ASTM-, DIN- oder ISO-Anforderungen nachzuweisen. Falsche Werkzeugabmessungen machen Ihre fertigen Rohre völlig unverkäuflich.
Nehmen Sie niemals eine Lieferung an, ohne einen Factory Acceptance Test (FAT) abgeschlossen zu haben. Bestehen Sie darauf, diesen strengen Test mit Ihren genauen Proben durchzuführen. Senden Sie ihnen Ihre extrudierten Rohre, bevor sie die Maschinenmontage abschließen. Der FAT-Prozess weist mehrere entscheidende Elemente sofort nach. Es bestätigt, dass die Maschine die versprochenen Zykluszeiten sicher einhält. Es bestätigt, dass alle Buchsen die erforderlichen Maßtoleranzen genau einhalten. Es überprüft, ob die automatischen Auswurfsysteme Ihre spezifischen Rohrgewichte verarbeiten können.
Bewerten Sie ihr Service Level Agreement (SLA) nach dem Verkauf sorgfältig. Hardware geht bei starker industrieller Nutzung irgendwann kaputt. Sie benötigen sofortigen Zugriff auf spezielle Ersatzkomponenten. Überprüfen Sie die Möglichkeiten zur Remote-Fehlerbehebung gründlich. Können ihre Softwareentwickler SPS-Fehler online diagnostizieren? Erkundigen Sie sich nach den Einsatzzeiten der Techniker bei größeren Maschinenausfällen. Der schnelle Support nach dem Verkauf sorgt dafür, dass Ihre Fabrik das ganze Jahr über profitabel läuft.
Die Auswahl der richtigen Steckdosenausrüstung erfordert eine sorgfältige Betriebsanalyse. Ihre Entscheidung hängt letztendlich von der Materialkompatibilität und der Synchronisierung der Taktgeschwindigkeit ab. Es kommt auch auf eine nachweisbare Zuverlässigkeit des Anbieters an. Lassen Sie nicht zu, dass schlecht konzipierte nachgeschaltete Geräte die Gesamtleistung Ihrer Fabrik einschränken.
Befolgen Sie diese unmittelbaren nächsten Schritte, um noch heute mit Ihrem Beschaffungsprozess zu beginnen:
Überprüfen Sie die Geschwindigkeit Ihrer aktuellen Extrusionslinie für alle aktiven Rohrgrößen.
Dokumentieren Sie Ihre genauen Rohrdurchmesserbereiche und Verbindungsprofilanforderungen.
Fassen Sie diese Daten in einem endgültigen Angebotsanfragedokument (RFQ) zusammen.
Fordern Sie transparente FAT-Verfahren, bevor Sie Lieferantenverträge abschließen.
A: Ja, Bediener können beide Materialien auf einer einzigen Mehrzweckmaschine verarbeiten. Es sind jedoch spezielle Werkzeugwechsel für unterschiedliche Sockelprofile erforderlich. Sie müssen außerdem unterschiedliche Heiz- und Kühl-SPS-Rezepte programmieren, um die unterschiedlichen thermischen Eigenschaften jedes Polymers zu bewältigen.
A: Die branchenüblichen Vorlaufzeiten liegen typischerweise zwischen 45 und 90 Tagen. Dieser Zeitplan hängt stark von den erforderlichen Anpassungsstufen, der Komplexität der internen Dorne und der aktuellen Arbeitsauslastung der Fabrik ab. Spezialisierte Mehrzweckmaschinen nähern sich in der Regel der 90-Tage-Marke.
A: Die Maschine nutzt einstellbare fotoelektrische Sensoren, um die Position eingehender Rohre genau zu erkennen. Pneumatikklemmen fixieren das Rohr fest, sobald es in die Heizzone eintritt. Bediener können diese Sensorhalterungen problemlos an Standardlängen von drei bis sechs Metern anpassen.




