
Просмотры: 0 Автор: Редактор сайта Время публикации: 1 июля 2026 г. Происхождение: Сайт










Процесс раструба или раструба служит решающим заключительным этапом в производстве пластиковых труб. Одно-единственное узкое место здесь может мгновенно испортить превосходные результаты экструзии. Руководители производства часто недооценивают механические сложности раструбов, пока не происходят дорогостоящие поломки соединений. Столкновения в цехах также быстро возникают, когда оборудование выходит из строя. Вам необходимо высокопроизводительное оборудование для эффективного устранения этих совместных рисков. Он должен плавно соответствовать высокой скорости экструзии и контролировать текущие затраты энергии. Эта статья предоставляет менеджерам производства и командам по закупкам конкретную, действенную основу. Мы рассмотрим, как точно оценить основные характеристики машины. Мы оценим риски интеграции объектов, чтобы предотвратить катастрофы при планировке. Вы также узнаете, как правильно проверить надежного поставщика. Такая тщательная проверка обеспечивает долгосрочный успех работы вашего предприятия. Понимая эти технические нюансы, вы можете защитить весь свой производственный процесс. В конечном итоге вы защитите свою небольшую прибыль от ненужных потерь и простоев.
Материал имеет значение: ПВХ и ПЭВП требуют принципиально разных протоколов нагрева и формования, чтобы предотвратить деградацию материала.
Синхронизация скорости имеет решающее значение: автоматическая раструбовочная машина должна соответствовать времени цикла вашей существующей экструзионной установки или превосходить ее, чтобы предотвратить скопление продукции.
Общая совокупная стоимость владения превышает первоначальные затраты. Инвестиции в энергосберегающую раструбовочную машину значительно сокращают эксплуатационные расходы в течение срока службы по сравнению с бюджетными моделями с высоким процентом брака.
Проверка требует доказательств: заслуживающий доверия производитель должен предлагать прозрачные заводские приемочные испытания (FAT) и гарантированные допуски инструментов.
Операторы должны понимать поведение материала, чтобы добиться идеальных соединений труб. ПВХ и ПЭВП по-разному реагируют на воздействие тепла. Они требуют высокоспециализированного обращения на этапе установки в раструб.
Жесткий ПВХ требует строгого контроля температуры во время обработки. Избыточное тепло приводит к быстрому разрушению материала и возгоранию поверхности. Перед формовкой концы труб необходимо равномерно нагреть. Требования к инструментам различаются в зависимости от конкретного типа соединения. В соединениях с цементным растворителем используется простая конструкция раструба U-образного типа. Эластомерные кольцевые соединения требуют сложной муфты типа R. Операторы обычно полагаются на выделенный Раструбовочная машина для труб из ПВХ для этих требовательных профилей. Эти машины используют прецизионные оправки для точной формы нагретого ПВХ. Распространенные ошибки случаются, когда операторы торопят цикл нагрева. Спешка приводит к хрупкости соединений, которые разрушаются под давлением.
Подрядчики преимущественно соединяют трубы из ПНД, используя методы стыковой сварки на местах. Однако для конкретных муниципальных применений по-прежнему требуются раструбные соединения. HDPE создает уникальные проблемы из-за своей огромной тепловой массы. Полимер также обладает сильным эффектом памяти. Нагретый материал отчаянно хочет вернуться к своей первоначальной экструдированной форме. Вам необходимо увеличить время охлаждения, пока труба остается закрепленной. Специализированные внутренние оправки удерживают форму до полного схватывания полимера. Спешка на этой критической фазе охлаждения гарантирует проблемы с овальностью. Это всегда приводит к слабым соединениям и дорогостоящим заменам.
Перед покупкой оборудования предприятия должны оценить свой текущий ассортимент продукции. Задайте себе эти практические вопросы:
Вы ежедневно обрабатываете только жесткие трубы ПВХ?
Регулярно ли на вашем предприятии чередуются партии ПВХ и ПЭВП?
Может ли ваш производственный график безопасно обеспечить более медленное охлаждение полиэтилена высокой плотности?
Вы можете выбрать специальную машину для больших объемов обработки одного материала. Альтернативно вы можете выбрать систему двойного назначения. Двойные системы требуют передовых рецептов управления для безопасного переключения между материалами. Они предлагают большую гибкость, но требуют высококвалифицированных операторов.
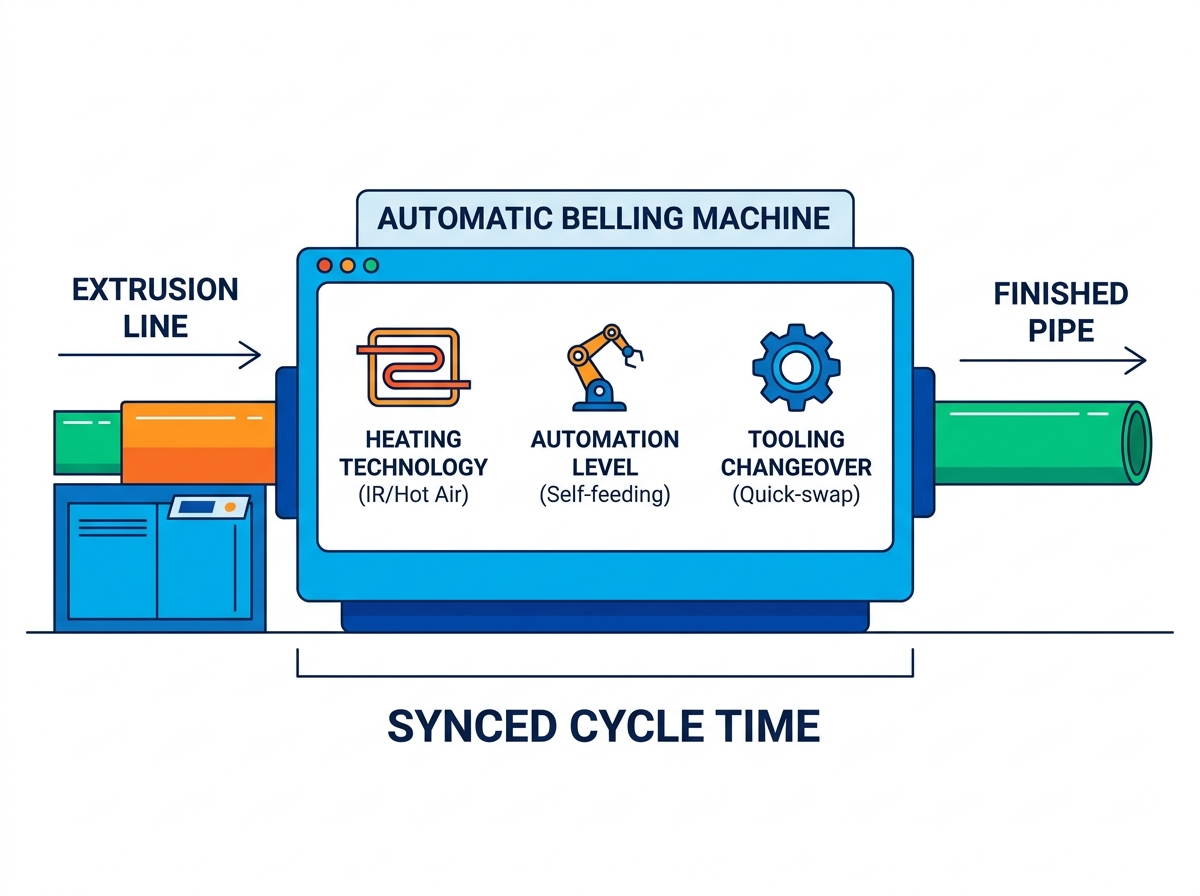
Выбор правильного оборудования предполагает тщательный анализ методов нагрева. Вы также должны проанализировать уровни автоматизации и эффективность переналадки. Эти элементы напрямую влияют на ежедневную производительность завода.
Механизмы нагрева определяют, насколько быстро можно обрабатывать трубы. Обычно вы выбираете между коротковолновым инфракрасным (ИК) обогревом и циркуляцией горячего воздуха. Мы изложили основные различия в сравнительной таблице ниже.
Категория функции |
Коротковолновый инфракрасный (ИК) |
Циркуляция горячего воздуха |
|---|---|---|
Скорость нагрева |
Очень быстрая, мгновенная передача тепла |
Медленное и постепенное повышение температуры. |
Глубина проникновения |
Фокус на уровне поверхности, склонен к обжиганию |
Глубокое и равномерное проникновение в стену |
Лучшее приложение |
Тонкостенные трубы, высокоскоростные линии |
Толстостенные напорные трубы |
Энергоэффективность |
Высокая эффективность для быстрых циклов |
Умеренная эффективность, требует хорошей изоляции. |
Затраты на рабочую силу сегодня постоянно съедают прибыль производства. Ан автоматическая раструбовочная машина значительно сокращает ручное вмешательство в течение смены. Рассмотрим эти трудоемкие автоматизированные функции:
Столы с автоматической подачей тянут трубы непосредственно с основной экструзионной линии.
Автоматизированные системы выгрузки аккуратно укладывают готовую продукцию на стеллажи для хранения.
Интеллектуальные сигналы обнаружения неисправностей немедленно уведомляют операторов о сбоях в обогреве.
Роботизированные руки безопасно справляются с тяжелыми трубами, не требуя от человека усилий.
Эти автоматизированные функции обеспечивают бесперебойную работу производства без постоянного контроля. Операторы могут сосредоточиться на строгом контроле качества вместо ручного труда.
Простои снижают прибыльность при частой смене продукции. Вы должны оценить, насколько быстро операторы могут менять оправки. Ищите быстроразъемные механизмы на всех формовочных зажимах. Операторы должны легко менять инструменты для труб разного диаметра. Эффективные машины позволяют выполнить полную переналадку менее чем за тридцать минут. Длительные установки приводят к потере драгоценного производственного времени и поставок в ларьки. Обычно передовая практика предполагает заранее разместить рядом следующий набор инструментов. Такая постановка сокращает время ходьбы и ускоряет всю замену.
Высокопроизводительный раструбный блок самостоятельно обеспечивает нулевое значение. Оно должно легко интегрироваться в текущий рабочий процесс вашего предприятия. Интеграция требует тщательных математических расчетов и физического планирования помещения.
Ваше нисходящее оборудование должно идеально соответствовать производительности восходящего потока. Вы должны точно рассчитать точную скорость вытягивания. Оцените свои существующие Экструзионная линия для производства труб из ПЭВП или установка из ПВХ. Если ваш экструдер производит три стандартных трубы в минуту, слушайте внимательно. Раструбная установка должна обрабатывать не менее трех труб в минуту. Несоблюдение времени цикла приводит к огромным скоплениям на полу. В конечном итоге вам придется искусственно замедлить экструдер. Это замедление полностью снижает истинную производственную мощность экструдера.
Современные заводы в значительной степени полагаются на единые сети управления. Блок розеток должен быть совместим с программируемым логическим контроллером (ПЛК). Авторитетные производители используют широко распространенные бренды, такие как Siemens или Mitsubishi. Такая совместимость обеспечивает плавную передачу данных по всему Линия по производству пластиковых труб . Автоматическая регулировка скорости предотвращает образование серьезных узких мест. Основная линия может легко сигнализировать о розеточном блоке. Он сообщает машине автоматически ускоряться или замедляться в зависимости от потока в реальном времени.
Физическое воздействие повсюду представляет собой значительный риск внедрения. Заводские площади остаются ценным активом для производителей. Вы должны точно измерить имеющуюся площадь пола. Убедитесь, что физические размеры нагревательных печей подходят удобно. Убедитесь, что таблицы накопления труб соответствуют вашей текущей планировке. Оставьте достаточно места для доступа вилочного погрузчика и персонала, осуществляющего ежедневное техническое обслуживание. Тесная установка усложняет повседневную работу и создает серьезную угрозу безопасности. Всегда сначала составляйте карту расположения машины с помощью ленты на заводе.
Команды по закупкам иногда уделяют слишком много внимания первоначальным ценам. Этот ограниченный подход игнорирует огромные долгосрочные операционные расходы. Постоянное использование промышленных обогревателей быстро истощает бюджеты предприятий.
Нагрев толстых пластиковых полимеров ежедневно требует огромного количества электроэнергии. Старые модели быстро пропускают тепло в окружающую среду завода. Ан Вместо этого в энергосберегающей раструбовочной машине используются хорошо изолированные нагревательные печи. Он сохраняет внутреннее тепло, чтобы минимизировать электрическое напряжение. Гидравлические и пневматические системы с сервоприводом предлагают еще одну серьезную модернизацию. Они потребляют энергию только во время активного механического движения. Традиционные двигатели с постоянной работой постоянно тратят энергию на холостом ходу. Эти инженерные улучшения значительно снижают потребление киловатт в час. Вы почти сразу заметите значительное снижение ежемесячных счетов за коммунальные услуги.
Постоянный нагрев и точная механическая формовка сокращают количество бракованных изделий. Слабые соединения и серьезные проблемы с овальностью вынуждают операторов отказываться от труб. Каждая списанная труба представляет собой потраченную впустую первичную смолу и потерянное время. Это также приводит к потере дорогостоящего рабочего времени, затраченного на его выдавливание. Высококачественное раструбное оборудование гарантирует соответствие каждой трубы строгим допускам по размерам. Вы экономите деньги, превращая больше сырья в продаваемые товары.
Вы можете логически оценить истинное финансовое воздействие. Рассчитайте свои полные операционные расходы за пять лет, а не только счет. Используйте эту простую математическую основу для точного сравнения различных моделей машин:
Определите первоначальную стоимость покупки машины.
Добавьте прогнозируемое потребление энергии за пятилетний период.
Добавьте расчетные расходы на профилактическое обслуживание и простои.
Вычтите стоимость сырья, сэкономленную за счет более низкого уровня брака.
Эта простая схема показывает истинную ценность оборудования. Эффективные машины со временем окупают себя за счет экономии коммунальных услуг и отходов.
Выбор поставщика имеет такое же значение, как и технические характеристики машины. Вам нужен надежный партнер, способный обеспечить последовательную поддержку.
Избегайте производителей оборудования широкого профиля при покупке пластикового оборудования. Ищите преданного вместо этого производитель раструбовочной машины . Они должны специализироваться исключительно на последующем оборудовании для экструзии труб. Специализированные строители понимают сложные скорости текучести и усадки полимеров. Они понимают суровые заводские реалии лучше, чем кто-либо другой. Их команды инженеров уже решили именно те проблемы обработки, с которыми вы сталкиваетесь.
Прежде чем подписывать контракты, тщательно проверьте их отраслевые сертификаты. Они должны иметь стандартные производственные сертификаты CE или ISO. Что еще более важно, они должны создавать инструменты, соответствующие региональным стандартам. Попросите их доказать соответствие требованиям ASTM, DIN или ISO. Неправильные размеры оснастки сделают ваши готовые трубы совершенно непригодными для продажи.
Никогда не принимайте груз без прохождения заводских приемочных испытаний (FAT). Настаивайте на проведении этого тщательного теста с использованием именно ваших образцов. Отправьте им свои экструдированные трубы до того, как они завершат сборку машины. Процесс FAT мгновенно подтверждает несколько важных элементов. Он подтверждает, что машина безопасно выполняет обещанное время цикла. Это подтверждает, что все розетки точно соответствуют требуемым допускам на размеры. Он проверяет, что автоматизированные системы выброса справляются с трубами определенного веса.
Тщательно оцените соглашение об уровне обслуживания (SLA) после продажи. Оборудование со временем выходит из строя при интенсивном промышленном использовании. Вам необходим немедленный доступ к специализированным запасным компонентам. Тщательно проверьте их возможности удаленного устранения неполадок. Могут ли их инженеры-программисты диагностировать неисправности ПЛК онлайн? Спросите о времени отправки их технического специалиста в случае серьезных механических поломок. Быстрая послепродажная поддержка обеспечивает прибыльную работу вашего завода круглый год.
Выбор подходящего раструбного оборудования требует тщательного эксплуатационного анализа. В конечном итоге ваше решение зависит от совместимости материалов и синхронизации скорости цикла. Это также зависит от поддающейся проверке надежности поставщика. Не позволяйте плохо спроектированному последующему оборудованию ограничивать общую производительность предприятия.
Выполните следующие шаги, чтобы начать процесс закупок сегодня:
Проверяйте текущую скорость экструзионной линии для всех активных размеров труб.
Задокументируйте точные диапазоны диаметров труб и требования к профилям соединений.
Объедините эти данные в окончательный документ запроса предложения (RFQ).
Требуйте прозрачных процедур FAT перед заключением каких-либо контрактов с поставщиками.
О: Да, операторы могут обрабатывать оба материала на одной машине двойного назначения. Однако для этого требуются специальные смены инструментов для разных профилей гнезд. Вы также должны запрограммировать отдельные рецепты нагрева и охлаждения ПЛК для управления различными термическими свойствами каждого полимера.
Ответ: Стандартное отраслевое время выполнения заказа обычно составляет от 45 до 90 дней. Этот график во многом зависит от требуемых уровней настройки, сложности внутренних оправок и текущей загрузки завода. Специализированные машины двойного назначения обычно приближаются к отметке в 90 дней.
Ответ: В машине используются регулируемые фотоэлектрические датчики для точного определения положения входящих труб. Пневматические зажимы надежно фиксируют трубу после ее входа в зону нагрева. Операторы могут легко отрегулировать эти кронштейны датчиков в соответствии со стандартной длиной от трех до шести метров.




