
Visualizações: 0 Autor: Editor do site Horário de publicação: 01/07/2026 Origem: Site










O processo de encaixe ou encaixe serve como a etapa final crítica nas operações de fabricação de tubos de plástico. Um único gargalo aqui pode arruinar instantaneamente os rendimentos de extrusão perfeita. Os gerentes de produção muitas vezes subestimam as complexidades mecânicas do encaixe até que ocorram falhas dispendiosas nas juntas. Acumulações no chão de fábrica também acontecem rapidamente quando as máquinas posteriores falham. Você precisa de equipamentos altamente capazes para eliminar esses riscos conjuntos de forma eficaz. Ele deve corresponder perfeitamente às rápidas velocidades de extrusão e controlar a sobrecarga de energia contínua. Este artigo fornece aos gerentes de produção e às equipes de compras uma estrutura concreta e prática. Exploraremos como avaliar com precisão as especificações principais da máquina. Avaliaremos os riscos de integração das instalações para evitar desastres de layout. Você também aprenderá exatamente como avaliar adequadamente um fornecedor confiável. Essa verificação cuidadosa garante o sucesso operacional de longo prazo para suas instalações. Ao compreender essas nuances técnicas, você pode proteger todo o seu processo de produção. Em última análise, você protegerá suas estreitas margens de lucro contra desperdícios e tempo de inatividade desnecessários.
Questões materiais: PVC e HDPE exigem protocolos de aquecimento e formação fundamentalmente diferentes para evitar a degradação do material.
A sincronização da velocidade é crítica: uma máquina de enrolamento automática deve corresponder ou exceder os tempos de ciclo da sua configuração de extrusão existente para evitar acúmulos de produção.
TCO acima do custo inicial: Investir em uma campânula que economiza energia reduz significativamente os custos operacionais durante a vida útil em comparação com modelos econômicos com altas taxas de sucata.
A verificação exige provas: um fabricante confiável deve oferecer testes de aceitação de fábrica (FAT) transparentes e tolerâncias de ferramentas garantidas.
Os operadores devem compreender o comportamento do material para conseguir juntas de tubos perfeitas. O PVC e o HDPE reagem de maneira diferente ao calor aplicado. Eles exigem um manuseio altamente especializado durante a fase de encaixe.
O PVC rígido exige rigoroso controle de temperatura durante o processamento. O excesso de calor causa rápida degradação do material e queima da superfície. Você deve aquecer as extremidades do tubo uniformemente antes de moldá-lo. Os requisitos de ferramentas variam de acordo com o tipo específico de junta. As juntas de cimento solvente usam um design de soquete tipo U simples. As juntas de anel elastomérico requerem um soquete tipo R complexo. Os operadores normalmente contam com um servidor dedicado Máquina de enrolar tubos de PVC para esses perfis exigentes. Essas máquinas usam mandris de precisão para moldar com precisão o PVC aquecido. Erros comuns ocorrem quando os operadores aceleram o ciclo de aquecimento. A pressa causa juntas frágeis que falham sob pressão.
Os empreiteiros unem predominantemente tubos HDPE usando técnicas de fusão de topo no campo. No entanto, aplicações municipais específicas ainda requerem juntas de encaixe. O HDPE apresenta desafios únicos devido à sua enorme massa térmica. O polímero também exibe um forte efeito de memória. O material aquecido deseja desesperadamente retornar à sua forma extrudada original. Você deve aplicar tempos de resfriamento prolongados enquanto o tubo permanece seguro. Mandris internos especializados mantêm a forma até que o polímero endureça completamente. Apressar esta fase crítica de resfriamento garante problemas de ovalidade. Isso sempre leva a juntas fracas e substituições dispendiosas.
As instalações devem avaliar seu mix atual de produtos antes de adquirir equipamentos. Faça a si mesmo estas perguntas práticas:
Você processa apenas tubos de PVC rígido diariamente?
A sua instalação alterna regularmente entre lotes de PVC e HDPE?
Seu cronograma de produção pode acomodar tempos de resfriamento mais lentos do HDPE com segurança?
Você pode escolher uma máquina dedicada para execuções de alto volume e de um único material. Alternativamente, você pode selecionar um sistema de dupla finalidade. Os sistemas duplos exigem receitas de controle avançadas para alternar entre materiais com segurança. Eles oferecem grande flexibilidade, mas exigem operadores altamente qualificados.
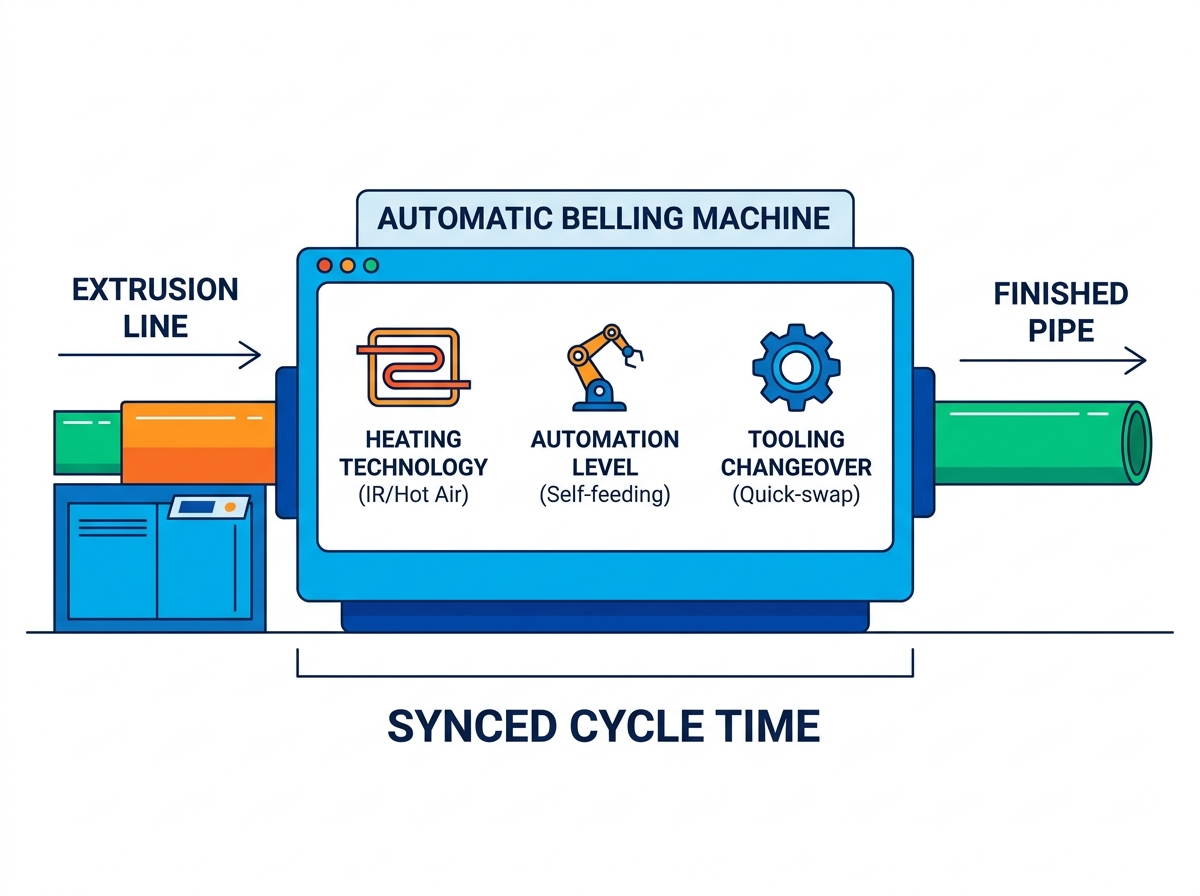
A escolha do equipamento correto envolve uma análise minuciosa dos métodos de aquecimento. Você também deve revisar os níveis de automação e a eficiência das trocas. Esses elementos impactam diretamente o rendimento diário da fábrica.
Os mecanismos de aquecimento determinam a rapidez com que você pode processar tubos. Geralmente você escolhe entre aquecimento infravermelho (IR) de ondas curtas e circulação de ar quente. Descrevemos as principais diferenças no gráfico de comparação abaixo.
Categoria de recurso |
Infravermelho de Ondas Curtas (IR) |
Circulação de Ar Quente |
|---|---|---|
Velocidade de aquecimento |
Transferência de calor muito rápida e instantânea |
Aumento de temperatura mais lento e gradual |
Profundidade de penetração |
Foco no nível da superfície, sujeito a queimaduras |
Penetração profunda e uniforme na parede |
Melhor Aplicação |
Tubos de paredes finas, linhas de alta velocidade |
Tubos de pressão de paredes espessas |
Eficiência Energética |
Alta eficiência para ciclos rápidos |
Eficiência moderada, requer bom isolamento |
Os custos trabalhistas afetam constantemente as margens de produção hoje. Um A campânula automática reduz significativamente a intervenção manual entre os turnos. Considere estes recursos automatizados que economizam trabalho:
As mesas autoalimentadas puxam os tubos diretamente da linha principal de extrusão.
Os sistemas de ejeção automatizados empilham os produtos acabados ordenadamente em racks de armazenamento.
Alarmes inteligentes de detecção de falhas notificam os operadores imediatamente após falhas de aquecimento.
Braços robóticos manuseiam tubos pesados com segurança, sem esforço humano.
Esses recursos automatizados mantêm a produção em andamento sem supervisão constante. Os operadores podem se concentrar no controle de qualidade rigoroso em vez do trabalho manual.
O tempo de inatividade prejudica a lucratividade durante trocas frequentes de produtos. Você deve avaliar a rapidez com que os operadores podem trocar mandris. Procure mecanismos de liberação rápida em todos os grampos de conformação. Os operadores devem trocar facilmente as ferramentas para diferentes diâmetros de tubos. Máquinas eficientes permitem trocas completas em menos de trinta minutos. Configurações prolongadas desperdiçam horas valiosas de fabricação e paralisam as entregas. Uma prática recomendada comum envolve preparar previamente o próximo conjunto de ferramentas nas proximidades. Essa preparação reduz o tempo de caminhada e acelera toda a troca.
Uma unidade de soquete de alto desempenho fornece valor zero de forma independente. Ele deve integrar-se perfeitamente ao fluxo de trabalho atual da fábrica. A integração requer cálculos matemáticos cuidadosos e planejamento físico.
Seu equipamento downstream deve corresponder perfeitamente às taxas de saída upstream. Você deve calcular com precisão a velocidade exata de transporte. Avalie o seu existente Linha de extrusão de tubo HDPE ou configuração de PVC. Se a sua extrusora produz três tubos padrão por minuto, ouça com atenção. A unidade de selagem deve processar pelo menos três tubos por minuto. O não cumprimento dos tempos de ciclo causa enormes acúmulos no chão. Eventualmente, você terá que desacelerar a extrusora artificialmente. Esta desaceleração desperdiça completamente a verdadeira capacidade de produção da extrusora.
As fábricas modernas dependem fortemente de redes de controle unificadas. A unidade de soquete precisa de compatibilidade com controlador lógico programável (PLC). Construtores respeitáveis usam marcas amplamente aceitas como Siemens ou Mitsubishi. Essa compatibilidade garante uma transferência de dados tranquila em todo o linha de produção de tubos de plástico . Ajustes automatizados de velocidade evitam a formação de gargalos graves. A linha principal pode sinalizar facilmente a unidade de soquete. Ele informa à máquina para acelerar ou desacelerar automaticamente com base no fluxo em tempo real.
A pegada física representa um risco significativo de implementação em todos os lugares. O espaço da fábrica continua sendo um ativo premium para os fabricantes. Você deve medir com precisão a área útil disponível. Certifique-se de que as dimensões físicas dos fornos de aquecimento se ajustam confortavelmente. Verifique se as tabelas de acumulação de tubos se ajustam ao seu layout atual. Deixe espaço adequado para acesso de empilhadeiras e pessoal de manutenção diária. Uma instalação apertada complica as operações diárias e cria graves riscos de segurança. Sempre mapeie primeiro o layout da máquina usando fita adesiva no chão de fábrica.
As equipes de compras às vezes se concentram demais nos preços iniciais. Esta abordagem limitada ignora as enormes despesas operacionais a longo prazo. O funcionamento contínuo de aquecedores industriais esgota rapidamente os orçamentos das instalações.
O aquecimento de polímeros plásticos espessos requer imensa eletricidade diariamente. Os modelos mais antigos vazam calor rapidamente para o ambiente de fábrica. Um A máquina de sino que economiza energia usa fornos de aquecimento fortemente isolados. Ele retém o calor interno para minimizar o consumo elétrico. Os sistemas hidráulicos e pneumáticos servoacionados oferecem outra grande atualização. Eles só consomem energia durante o movimento mecânico ativo. Os motores tradicionais de funcionamento constante desperdiçam energia continuamente durante a marcha lenta. Essas melhorias projetadas reduzem drasticamente o uso de quilowatts por hora. Você notará quedas significativas nas contas mensais de serviços públicos quase imediatamente.
O aquecimento consistente e a conformação mecânica precisa reduzem os produtos rejeitados. Juntas fracas e graves problemas de ovalização forçam os operadores a descartar os tubos. Cada tubo sucateado representa desperdício de resina virgem e perda de tempo. Também desperdiça as dispendiosas horas de trabalho gastas na extrusão. Equipamentos de soquete de alta qualidade garantem que cada tubo atenda a tolerâncias dimensionais rigorosas. Você economiza dinheiro convertendo mais matéria-prima em produtos vendáveis.
Você pode avaliar o verdadeiro impacto financeiro de forma lógica. Calcule suas despesas operacionais abrangentes de cinco anos, em vez de apenas a fatura. Use esta estrutura matemática simples para comparar diferentes modelos de máquinas com precisão:
Determine o custo inicial de compra da máquina.
Adicione o uso de energia projetado durante um período de cinco anos.
Adicione despesas estimadas de manutenção preventiva e tempo de inatividade.
Subtraia o valor da matéria-prima economizado das taxas de refugo mais baixas.
Esta estrutura simples revela o verdadeiro valor do equipamento. Máquinas eficientes essencialmente se pagam ao longo do tempo através da economia de utilidades e sucata.
A seleção do fornecedor tem tanto peso quanto as especificações técnicas da máquina. Você precisa de um parceiro confiável, capaz de fornecer suporte consistente.
Evite fabricantes de máquinas generalistas ao adquirir equipamentos de plástico. Procure um dedicado fabricante de máquinas Belling . Eles devem se especializar exclusivamente em equipamentos downstream de extrusão de tubos. Construtores especializados entendem o fluxo complexo do polímero e as taxas de encolhimento. Eles entendem as duras realidades do chão de fábrica melhor do que ninguém. Suas equipes de engenharia já resolveram exatamente os problemas de processamento que você enfrenta.
Verifique rigorosamente as certificações do setor antes de assinar contratos. Eles devem possuir certificações de fabricação padrão CE ou ISO. Mais importante ainda, devem construir ferramentas em conformidade com as normas regionais. Peça-lhes que comprovem a conformidade com os requisitos ASTM, DIN ou ISO. Dimensões de ferramentas defeituosas tornarão seus tubos acabados completamente invendáveis.
Nunca aceite uma remessa sem concluir um Teste de Aceitação de Fábrica (FAT). Insista em executar este teste rigoroso usando amostras exatas. Envie-lhes seus tubos extrudados antes de finalizarem a montagem da máquina. O processo FAT prova vários elementos cruciais instantaneamente. Ele valida que a máquina atinge os tempos de ciclo prometidos com segurança. Ele confirma que todos os soquetes atendem exatamente às tolerâncias dimensionais exigidas. Ele verifica se os sistemas de ejeção automatizados lidam com os pesos específicos dos tubos.
Avalie cuidadosamente o acordo de nível de serviço (SLA) pós-venda. O hardware eventualmente quebra sob uso industrial pesado. Você precisa de acesso imediato a componentes de reposição especializados. Verifique minuciosamente seus recursos de solução de problemas remotos. Seus engenheiros de software podem diagnosticar falhas de PLC online? Pergunte sobre os tempos de envio dos técnicos para grandes avarias mecânicas. O rápido suporte pós-venda mantém sua fábrica funcionando de forma lucrativa durante todo o ano.
A seleção do equipamento de soquete correto requer uma análise operacional cuidadosa. Em última análise, sua decisão depende da compatibilidade do material e da sincronização da velocidade do ciclo. Também depende da confiabilidade verificável do fornecedor. Não deixe que equipamentos downstream mal projetados limitem a produção geral da fábrica.
Siga estas próximas etapas imediatas para iniciar seu processo de aquisição hoje:
Audite as velocidades atuais da linha de extrusão em todos os tamanhos de tubos ativos.
Documente as faixas exatas de diâmetro do tubo e requisitos de perfil de junta.
Compile esses dados em um documento definitivo de Solicitação de Cotação (RFQ).
Exija procedimentos FAT transparentes antes de finalizar qualquer contrato com fornecedor.
R: Sim, os operadores podem processar ambos os materiais em uma única máquina de dupla finalidade. No entanto, requer trocas de ferramentas especializadas para diferentes perfis de soquete. Você também deve programar receitas distintas de aquecimento e resfriamento do PLC para lidar com as diferentes propriedades térmicas de cada polímero.
R: Os prazos de entrega padrão da indústria normalmente variam de 45 a 90 dias. Esse cronograma depende muito dos níveis de personalização necessários, da complexidade dos mandris internos e das cargas de trabalho atuais da fábrica. Máquinas especializadas de dupla finalidade geralmente chegam mais perto da marca de 90 dias.
R: A máquina utiliza sensores fotoelétricos ajustáveis para detectar com precisão as posições dos tubos de entrada. As braçadeiras pneumáticas fixam firmemente o tubo assim que ele entra na zona de aquecimento. Os operadores podem ajustar facilmente esses suportes de sensores para acomodar comprimentos padrão que variam de três a seis metros sem problemas.




