
दृश्य: 0 लेखक: साइट सम्पादक प्रकाशन समय: 2026-07-01 उत्पत्ति: साइट










बेलिङ वा सकेटिङ प्रक्रियाले प्लास्टिक पाइप निर्माण कार्यहरूमा महत्वपूर्ण अन्तिम चरणको रूपमा कार्य गर्दछ। यहाँ एकल अवरोधले तुरुन्तै पूर्ण रूपमा निकालिएको उत्पादनलाई नष्ट गर्न सक्छ। उत्पादन प्रबन्धकहरूले प्रायः सकेटिङको मेकानिकल जटिलताहरूलाई कम मूल्याङ्कन गर्छन् जबसम्म महँगो संयुक्त विफलताहरू हुँदैनन्। डाउनस्ट्रीम मेसिनहरू असफल हुँदा कारखानाको भुइँको पाइल-अप पनि द्रुत रूपमा हुन्छ। यी संयुक्त जोखिमहरूलाई प्रभावकारी रूपमा हटाउन तपाईंलाई उच्च सक्षम उपकरणहरू चाहिन्छ। यसले निर्बाध रूपमा द्रुत निकासी गतिसँग मेल खानुपर्छ र चलिरहेको ऊर्जा ओभरहेड नियन्त्रण गर्नुपर्छ। यस लेखले उत्पादन प्रबन्धकहरू र खरिद टोलीहरूलाई ठोस, कार्ययोग्य फ्रेमवर्क प्रदान गर्दछ। हामी कसरी कोर मेशिन विशिष्टताहरू सही रूपमा मूल्याङ्कन गर्ने अन्वेषण गर्नेछौं। हामी लेआउट प्रकोपहरू रोक्न सुविधा एकीकरण जोखिमहरू मूल्याङ्कन गर्नेछौं। तपाईले भरपर्दो विक्रेतालाई राम्ररी कसरी जाँच गर्ने भनेर पनि जान्नुहुनेछ। यो सावधानीपूर्वक जाँचले तपाईंको सुविधाको लागि दीर्घकालीन परिचालन सफलता सुनिश्चित गर्दछ। यी प्राविधिक सूक्ष्मताहरू बुझेर, तपाईं आफ्नो सम्पूर्ण उत्पादन प्रक्रिया सुरक्षित गर्न सक्नुहुन्छ। तपाइँ अन्ततः तपाइँको तंग लाभ मार्जिनलाई अनावश्यक बर्बाद र डाउनटाइमबाट जोगाउनुहुनेछ।
सामाग्री मामिलाहरू: PVC र HDPE लाई सामग्रीको ह्रास रोक्नको लागि मौलिक रूपमा फरक तताउने र गठन गर्ने प्रोटोकलहरू चाहिन्छ।
गति सिङ्क्रोनाइजेसन महत्वपूर्ण छ: उत्पादन पाइल-अपहरू रोक्नको लागि स्वचालित बेलिङ मेसिनले तपाइँको अवस्थित एक्सट्रुजन सेटअपको चक्र समयसँग मिल्दो वा बढी हुनुपर्छ।
अग्रिम लागतमा TCO: ऊर्जा-बचत बेलिङ मेसिनमा लगानी गर्दा उच्च स्क्र्याप दरहरू भएका बजेट मोडेलहरूको तुलनामा जीवनभर सञ्चालन लागतहरू उल्लेखनीय रूपमा कम हुन्छ।
जाँच गर्न प्रमाण चाहिन्छ: एक विश्वसनीय निर्माताले पारदर्शी कारखाना स्वीकृति परीक्षण (FAT) र ग्यारेन्टी उपकरण सहिष्णुता प्रस्ताव गर्नुपर्छ।
उत्तम पाइप जोडहरू प्राप्त गर्न अपरेटरहरूले भौतिक व्यवहार बुझ्नुपर्छ। PVC र HDPE लागू गरिएको गर्मीमा फरक प्रतिक्रिया दिन्छ। तिनीहरूले सकेटिंग चरणको समयमा अत्यधिक विशेष ह्यान्डलिंगको माग गर्छन्।
कठोर पीवीसीले प्रशोधनको समयमा कडा तापमान नियन्त्रणको माग गर्दछ। अत्यधिक गर्मीले सामग्रीको द्रुत ह्रास र सतह जलाउँछ। तपाईंले गठन गर्नु अघि पाइपको छेउलाई समान रूपमा तताउनु पर्छ। उपकरण आवश्यकताहरू विशिष्ट संयुक्त प्रकारको आधारमा भिन्न हुन्छन्। विलायक सिमेन्ट जोइन्टहरूले सीधा U-प्रकार सकेट डिजाइन प्रयोग गर्दछ। इलास्टोमेरिक रिंग जोडहरूलाई जटिल आर-प्रकार सकेट चाहिन्छ। अपरेटरहरू सामान्यतया समर्पितमा भर पर्छन् पीवीसी पाइप बेलिङ मिसिन । यी मांग प्रोफाइलहरूको लागि यी मेशिनहरूले तातो पीवीसीलाई सही रूपमा आकार दिन सटीक म्यान्रलहरू प्रयोग गर्छन्। साधारण गल्तीहरू हुन्छन् जब अपरेटरहरूले तताउने चक्र हतार गर्छन्। हतार गर्दा जोडहरू भङ्ग हुन्छन् जुन दबाबमा असफल हुन्छन्।
ठेकेदारहरूले मुख्य रूपमा फिल्डमा बट फ्युजन प्रविधिहरू प्रयोग गरेर एचडीपीई पाइपहरू जोड्छन्। यद्यपि, विशिष्ट नगरपालिका अनुप्रयोगहरूलाई अझै पनि सकेट जोडहरू चाहिन्छ। एचडीपीईले यसको ठूलो थर्मल मासको कारणले अद्वितीय चुनौतीहरू प्रस्तुत गर्दछ। पोलिमरले बलियो मेमोरी प्रभाव पनि प्रदर्शन गर्दछ। तातो सामाग्री सख्त रूपमा आफ्नो मूल extruded आकार मा फर्कन चाहन्छ। पाइप सुरक्षित रहँदा तपाईंले विस्तारित चिसो समय लागू गर्नुपर्छ। पोलिमर पूर्ण रूपमा सेट नभएसम्म विशेष आन्तरिक मन्ड्रेलहरूले आकार समात्छन्। यो महत्वपूर्ण शीतलन चरण हतार गर्दा अंडाकार समस्याहरूको ग्यारेन्टी गर्दछ। यसले सँधै कमजोर जोडहरू र महँगो प्रतिस्थापनको नेतृत्व गर्दछ।
उपकरणहरू खरिद गर्नु अघि सुविधाहरूले तिनीहरूको हालको उत्पादन मिश्रणको मूल्याङ्कन गर्नुपर्छ। आफैलाई यी व्यावहारिक प्रश्नहरू सोध्नुहोस्:
के तपाइँ दैनिक कठोर PVC पाइपहरू मात्र प्रशोधन गर्नुहुन्छ?
के तपाइँको सुविधा नियमित रूपमा PVC र HDPE ब्याचहरू बीच वैकल्पिक हुन्छ?
के तपाईंको उत्पादन तालिका ढिलो HDPE चिसो समय सुरक्षित रूपमा समायोजन गर्न सक्छ?
तपाईं उच्च-भोल्युम, एकल-सामग्री रन लागि एक समर्पित मेसिन चयन गर्न सक्नुहुन्छ। वैकल्पिक रूपमा, तपाइँ एक दोहोरो-उद्देश्य प्रणाली चयन गर्न सक्नुहुन्छ। डुअल प्रणालीहरूलाई सामग्रीहरू बीच सुरक्षित रूपमा स्विच गर्न उन्नत नियन्त्रण रेसिपीहरू चाहिन्छ। तिनीहरूले ठूलो लचिलोपन प्रस्ताव गर्छन् तर उच्च कुशल अपरेटरहरूको माग गर्दछ।
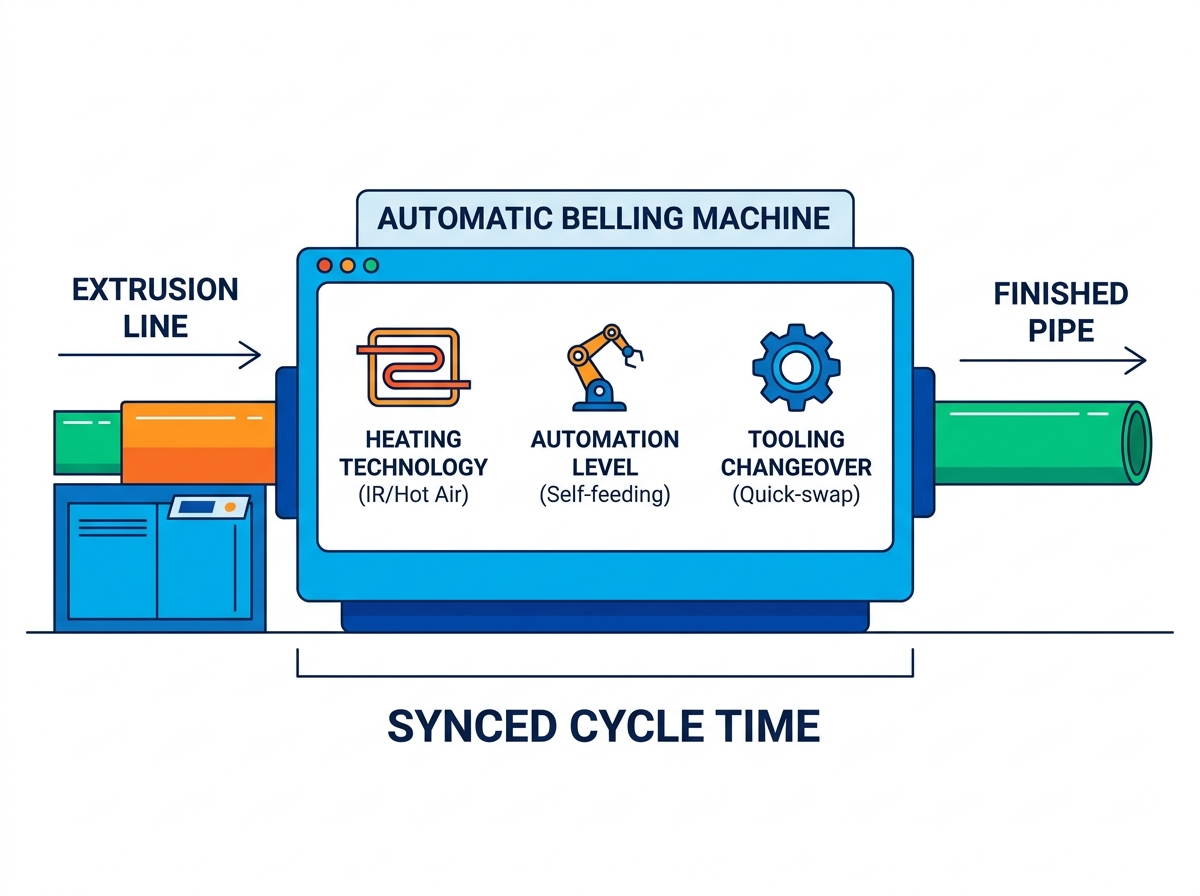
सही उपकरण छनोट गर्दा तताउने विधिहरू राम्ररी विश्लेषण गर्नु समावेश छ। तपाईंले स्वचालन स्तरहरू र परिवर्तन दक्षताको पनि समीक्षा गर्नुपर्छ। यी तत्वहरूले प्रत्यक्ष रूपमा तपाईंको दैनिक कारखाना उत्पादनलाई असर गर्छ।
तताउने मेकानिजमहरूले तपाइँ पाइपहरू कति छिटो प्रशोधन गर्न सक्नुहुन्छ भनेर निर्धारण गर्दछ। तपाइँ सामान्यतया छोटो-वेभ इन्फ्रारेड (IR) ताप र तातो हावा परिसंचरण बीच छनौट गर्नुहुन्छ। हामीले तलको तुलना चार्टमा मुख्य भिन्नताहरू रेखांकित गरेका छौं।
सुविधा कोटि |
छोटो तरंग इन्फ्रारेड (IR) |
तातो हावा परिसंचरण |
|---|---|---|
ताप गति |
धेरै छिटो, तात्कालिक गर्मी स्थानान्तरण |
बिस्तारै, क्रमिक तापमान वृद्धि |
प्रवेश गहिराई |
सतह-स्तर फोकस, चिलाउने प्रवण |
गहिरो, समान पर्खाल प्रवेश |
उत्तम आवेदन |
पातलो पर्खाल पाइपहरू, उच्च गति लाइनहरू |
बाक्लो पर्खाल दबाव पाइप |
ऊर्जा दक्षता |
द्रुत चक्रका लागि उच्च दक्षता |
मध्यम दक्षता, राम्रो इन्सुलेशन आवश्यक छ |
श्रम लागत निरन्तर आज उत्पादन मार्जिन मा खान्छ। ए स्वचालित बेलिङ मेसिनले शिफ्टहरूमा म्यानुअल हस्तक्षेपलाई उल्लेखनीय रूपमा घटाउँछ। यी श्रम बचत स्वचालित सुविधाहरू विचार गर्नुहोस्:
सेल्फ-फिडिङ टेबलहरूले मुख्य एक्स्ट्रुजन लाइनबाट सिधै पाइपहरू तान्छन्।
स्वचालित इजेक्शन प्रणालीहरूले भण्डारण र्याकहरूमा सफा उत्पादनहरू स्ट्याक गर्दछ।
इन्टेलिजेन्ट गल्ती पत्ता लगाउने अलार्महरूले तताउने विफलताहरूमा तुरुन्तै अपरेटरहरूलाई सूचित गर्दछ।
रोबोटिक हतियारहरूले भारी-कर्तव्य पाइपहरू सुरक्षित रूपमा कठोर मानव लिफ्ट बिना ह्यान्डल गर्छन्।
यी स्वचालित सुविधाहरूले निरन्तर निरीक्षण बिना उत्पादन सहज रूपमा चलिरहन्छ। अपरेटरहरूले म्यानुअल श्रमको सट्टा सख्त गुणस्तर नियन्त्रणमा ध्यान दिन सक्छन्।
बारम्बार उत्पादन परिवर्तनको समयमा डाउनटाइमले नाफालाई नष्ट गर्छ। तपाईले मूल्याङ्कन गर्नु पर्छ कि कति चाँडो अपरेटरहरूले म्यान्डरेलहरू स्वैप गर्न सक्छन्। सबै गठन clamps मा द्रुत-रिलीज संयन्त्र खोज्नुहोस्। अपरेटरहरूले सजिलैसँग विभिन्न पाइप व्यासहरूको लागि उपकरण परिवर्तन गर्नुपर्छ। कुशल मेसिनहरूले तीस मिनेट भित्रमा पूर्ण परिवर्तन गर्न अनुमति दिन्छ। लामो समयसम्म सेटअपहरूले मूल्यवान उत्पादन घण्टा र स्टल डेलिभरीहरू बर्बाद गर्दछ। एक सामान्य उत्तम अभ्यासमा अर्को टुलिङ सेटलाई पहिले नै नजिकै राख्ने समावेश छ। यो स्टेजिङले हिड्ने समय घटाउँछ र सम्पूर्ण स्वैपलाई गति दिन्छ।
एक उच्च प्रदर्शन सकेटिंग एकाई स्वतन्त्र रूपमा शून्य मान प्रदान गर्दछ। यो तपाईंको हालको कारखाना कार्यप्रवाहमा निर्बाध रूपमा एकीकृत हुनुपर्छ। एकीकरणको लागि सावधानीपूर्वक गणितीय गणना र भौतिक तल्ला योजना आवश्यक छ।
तपाईंको डाउनस्ट्रीम उपकरणहरू अपस्ट्रीम आउटपुट दरहरू पूर्ण रूपमा मिल्नुपर्छ। तपाईंले सही ढुवानी-अफ गति सही रूपमा गणना गर्नुपर्छ। तपाईंको अवस्थित मूल्याङ्कन गर्नुहोस् HDPE पाइप एक्सट्रुजन लाइन वा PVC सेटअप। यदि तपाईंको एक्स्ट्रुडरले प्रति मिनेट तीन मानक पाइपहरू उत्पादन गर्छ भने, ध्यानपूर्वक सुन्नुहोस्। बेलिङ इकाईले प्रति मिनेट कम्तिमा तीन पाइपहरू प्रशोधन गर्नुपर्छ। चक्र समय मिलाउन असफल हुँदा ठूलो भुइँ पाइल-अप हुन्छ। तपाईंले अन्ततः एक्स्ट्रुडरलाई कृत्रिम रूपमा ढिलो गर्नुपर्नेछ। यो सुस्तताले एक्स्ट्रुडरको वास्तविक उत्पादन क्षमतालाई पूर्ण रूपमा बर्बाद गर्दछ।
आधुनिक कारखानाहरू एकीकृत नियन्त्रण नेटवर्कहरूमा धेरै निर्भर छन्। सकेटिङ एकाइलाई प्रोग्रामेबल लजिक कन्ट्रोलर (PLC) अनुकूलता चाहिन्छ। सम्मानित निर्माणकर्ताहरूले Siemens वा Mitsubishi जस्ता व्यापक रूपमा स्वीकृत ब्रान्डहरू प्रयोग गर्छन्। यो अनुकूलताले सम्पूर्ण डेटा ह्यान्डअफलाई सहज बनाउँछ प्लास्टिक पाइप उत्पादन लाइन । स्वचालित गति समायोजनले गम्भीर बाधाहरू बन्नबाट रोक्छ। मुख्य लाइनले सकेटिंग इकाई सजिलै संग संकेत गर्न सक्छ। यसले मेसिनलाई वास्तविक समय प्रवाहको आधारमा स्वचालित रूपमा गति बढाउन वा ढिलो गर्न बताउँछ।
भौतिक पदचिह्नले जताततै महत्त्वपूर्ण कार्यान्वयन जोखिम खडा गर्छ। फ्याक्ट्री फ्लोर स्पेस निर्माताहरूको लागि प्रीमियम सम्पत्ति हो। तपाईंले उपलब्ध भुइँ क्षेत्र ठीकसँग मापन गर्नुपर्छ। तताउने ओभनको भौतिक आयामहरू आरामसँग फिट भएको सुनिश्चित गर्नुहोस्। पाइप संचय तालिकाहरू तपाईंको हालको लेआउटमा फिट छन् भनी प्रमाणित गर्नुहोस्। फोर्कलिफ्ट पहुँच र दैनिक मर्मत कर्मचारीहरूको लागि पर्याप्त कोठा छोड्नुहोस्। संकुचित स्थापनाले दैनिक कार्यहरू जटिल बनाउँछ र गम्भीर सुरक्षा खतराहरू सिर्जना गर्दछ। सधैं आफ्नो कारखाना भुइँमा टेप प्रयोग गरेर मेसिन लेआउट नक्सा गर्नुहोस्।
खरीद टोलीहरू कहिलेकाहीँ प्रारम्भिक स्टिकर मूल्यहरूमा धेरै ध्यान केन्द्रित गर्छन्। यो सीमित दृष्टिकोणले ठूलो दीर्घकालीन परिचालन खर्चलाई बेवास्ता गर्छ। औधोगिक हीटरहरू निरन्तर चलाउँदा सुविधा बजेट चाँडो खेर जान्छ।
बाक्लो प्लास्टिक पोलिमर तताउनको लागि दैनिक ठूलो बिजुली चाहिन्छ। पुराना मोडेलहरूले परिवेश कारखाना वातावरणमा द्रुत रूपमा तातो चुहावट गर्छन्। ए ऊर्जा-बचत बेलिङ मेसिनले यसको सट्टा भारी इन्सुलेटेड तताउने ओभन प्रयोग गर्दछ। यसले बिजुली आकर्षित कम गर्न आन्तरिक न्यानोपन कायम राख्छ। सर्वो-संचालित हाइड्रोलिक र वायमेटिक प्रणालीहरूले अर्को प्रमुख अपग्रेड प्रस्ताव गर्दछ। तिनीहरू सक्रिय मेकानिकल आन्दोलनको समयमा मात्र शक्ति आकर्षित गर्छन्। परम्परागत निरन्तर चल्ने मोटरहरूले निष्क्रिय हुँदा लगातार ऊर्जा बर्बाद गर्दछ। यी ईन्जिनियर गरिएका सुधारहरूले तपाईंको किलोवाट-प्रति-घण्टा प्रयोगलाई एकदमै कम गर्छ। तपाईंले मासिक उपयोगिता बिलहरूमा लगभग तुरुन्तै उल्लेखनीय कमीहरू देख्नुहुनेछ।
लगातार तताउने र सटीक मेकानिकल गठनले अस्वीकार गरिएका उत्पादनहरू घटाउँछ। कमजोर जोडहरू र गम्भीर ओभ्यालिटी समस्याहरूले अपरेटरहरूलाई पाइपहरू स्क्र्याप गर्न बाध्य पार्छन्। प्रत्येक स्क्र्याप गरिएको पाइपले बर्बाद कुमारी राल र हराएको समयलाई प्रतिनिधित्व गर्दछ। यसले यसलाई बाहिर निकाल्न खर्च गरेको महँगो श्रम घण्टा पनि बर्बाद गर्दछ। उच्च-गुणस्तरको सकेटिंग उपकरणले प्रत्येक पाइपलाई कडा आयामी सहिष्णुताहरू पूरा गरेको सुनिश्चित गर्दछ। तपाईले अधिक कच्चा माललाई बिक्रीयोग्य सामानमा रूपान्तरण गरेर पैसा बचत गर्नुहुन्छ।
तपाईले साँचो वित्तीय प्रभावलाई तार्किक रूपमा मूल्याङ्कन गर्न सक्नुहुन्छ। केवल इनभ्वाइसको सट्टा तपाईंको व्यापक पाँच-वर्ष परिचालन खर्च गणना गर्नुहोस्। विभिन्न मेसिन मोडेलहरू सही रूपमा तुलना गर्न यो सीधा गणितीय फ्रेमवर्क प्रयोग गर्नुहोस्:
अग्रिम मेसिन खरिद लागत निर्धारण गर्नुहोस्।
पाँच वर्षको अवधिमा अनुमानित ऊर्जा उपयोग थप्नुहोस्।
अनुमानित रोकथाम मर्मत र ब्रेकडाउन डाउनटाइम खर्चहरू थप्नुहोस्।
कम स्क्र्याप दरबाट बचत गरिएको कच्चा माल मूल्य घटाउनुहोस्।
यो सीधा फ्रेमवर्कले साँचो उपकरण मूल्य प्रकट गर्दछ। कुशल मेशिनहरूले अनिवार्य रूपमा उपयोगिता र स्क्र्याप बचत मार्फत समयको साथ आफ्नै लागि भुक्तान गर्छन्।
विक्रेता चयनले प्राविधिक मेसिन विनिर्देशहरू जत्तिकै वजन बोक्छ। तपाईलाई निरन्तर समर्थन प्रदान गर्न सक्षम भरपर्दो साझेदार चाहिन्छ।
प्लास्टिक उपकरणहरू सोर्स गर्दा सामान्य मेसिनरी निर्माणकर्ताहरूबाट बच्नुहोस्। एक समर्पित खोज्नुहोस् यसको सट्टा बेलिङ मेसिन निर्माता । तिनीहरूले पाइप एक्सट्रुसन डाउनस्ट्रीम उपकरणहरूमा विशेष रूपमा विशेषज्ञ हुनुपर्छ। विशेष निर्माणकर्ताहरूले जटिल बहुलक प्रवाह र संकुचन दरहरू बुझ्छन्। तिनीहरूले कठोर कारखाना फ्लोर वास्तविकताहरू कसैलाई भन्दा राम्रो बुझ्छन्। तिनीहरूको ईन्जिनियरिङ् टोलीहरूले तपाईंले सामना गर्नुहुने सही प्रशोधन समस्याहरू समाधान गरिसकेका छन्।
सम्झौतामा हस्ताक्षर गर्नु अघि तिनीहरूको उद्योग प्रमाणपत्रहरू कडाईका साथ प्रमाणित गर्नुहोस्। तिनीहरूसँग मानक CE वा ISO निर्माण प्रमाणपत्रहरू हुनुपर्छ। अझ महत्त्वपूर्ण कुरा, तिनीहरूले क्षेत्रीय मापदण्ड अनुरूप उपकरण निर्माण गर्नुपर्छ। तिनीहरूलाई ASTM, DIN, वा ISO आवश्यकताहरूसँग अनुपालन प्रमाणित गर्न सोध्नुहोस्। दोषपूर्ण टूलिङ आयामहरूले तपाईंको समाप्त पाइपहरू पूर्ण रूपमा बेच्न नसकिने गरी प्रस्तुत गर्नेछ।
कारखाना स्वीकृति परीक्षण (FAT) पूरा नगरी ढुवानी स्वीकार नगर्नुहोस्। तपाईंको सही नमूनाहरू प्रयोग गरेर यो कठोर परीक्षण चलाउन जोड दिनुहोस्। तिनीहरूले मेशिन एसेम्बलीलाई अन्तिम रूप दिनु अघि तिनीहरूलाई तपाईंको एक्सट्रुडेड पाइपहरू पठाउनुहोस्। FAT प्रक्रियाले तुरुन्तै धेरै महत्त्वपूर्ण तत्वहरू प्रमाणित गर्दछ। यसले मेसिनले प्रतिज्ञा गरिएको चक्र समय सुरक्षित रूपमा हिट गर्छ भनी प्रमाणित गर्छ। यसले निश्चित गर्दछ कि सबै सकेटहरूले आवश्यक आयामी सहिष्णुताहरू ठ्याक्कै पूरा गर्दछ। यसले स्वचालित इजेक्शन प्रणालीहरू तपाईंको विशिष्ट पाइप वजनहरू ह्यान्डल गर्ने प्रमाणित गर्दछ।
तिनीहरूको सेवा स्तर सम्झौता (SLA) को बिक्री पछि सावधानीपूर्वक मूल्याङ्कन गर्नुहोस्। हार्डवेयर अन्ततः भारी औद्योगिक प्रयोग अन्तर्गत बिग्रन्छ। तपाईलाई विशेष प्रतिस्थापन कम्पोनेन्टहरूमा तत्काल पहुँच चाहिन्छ। तिनीहरूको रिमोट समस्या निवारण क्षमताहरू राम्ररी जाँच गर्नुहोस्। के तिनीहरूको सफ्टवेयर इन्जिनियरहरूले PLC त्रुटिहरू अनलाइन निदान गर्न सक्छन्? प्रमुख मेकानिकल ब्रेकडाउनहरूको लागि तिनीहरूको प्राविधिक प्रेषण समयको बारेमा सोध्नुहोस्। द्रुत पोस्ट-बिक्री समर्थनले तपाईंको कारखानालाई वर्षभर लाभदायक रूपमा चलिरहेको राख्छ।
सही सकेटिंग उपकरण चयन गर्न सावधान परिचालन विश्लेषण आवश्यक छ। तपाईंको निर्णय अन्ततः सामग्री अनुकूलता र चक्र गति सिंक्रोनाइजेसन मा निर्भर गर्दछ। यो पनि प्रमाणित विक्रेता विश्वसनीयता मा निर्भर गर्दछ। खराब तरिकाले डिजाइन गरिएको डाउनस्ट्रीम उपकरणहरूले तपाईंको समग्र कारखाना उत्पादनलाई सीमित गर्न नदिनुहोस्।
आज आफ्नो खरिद प्रक्रिया सुरु गर्न यी तत्काल अर्को चरणहरू पालना गर्नुहोस्:
सबै सक्रिय पाइप साइजहरूमा तपाईंको हालको एक्स्ट्रुजन लाइन गतिहरू अडिट गर्नुहोस्।
तपाईंको सही पाइप व्यास दायराहरू र संयुक्त प्रोफाइल आवश्यकताहरू कागजात गर्नुहोस्।
यो डाटालाई उद्धरणको लागि निश्चित अनुरोध (RFQ) कागजातमा कम्पाइल गर्नुहोस्।
कुनै पनि विक्रेता अनुबंधलाई अन्तिम रूप दिनु अघि पारदर्शी FAT प्रक्रियाहरूको माग गर्नुहोस्।
A: हो, अपरेटरहरूले एकल दोहोरो-उद्देश्य मेसिनमा दुवै सामग्रीहरू प्रशोधन गर्न सक्छन्। यद्यपि, यसलाई विभिन्न सकेट प्रोफाइलहरूको लागि विशेष उपकरण स्वैप आवश्यक छ। तपाईंले प्रत्येक पोलिमरको फरक थर्मल गुणहरू ह्यान्डल गर्नको लागि फरक तताउने र कूलिंग PLC रेसिपीहरू पनि प्रोग्राम गर्नुपर्छ।
A: मानक उद्योग नेतृत्व समय सामान्यतया 45 देखि 90 दिन सम्मको हुन्छ। यो टाइमलाइन आवश्यक अनुकूलन स्तरहरू, आन्तरिक मन्ड्रलहरूको जटिलता, र हालको कारखाना कार्यभारहरूमा धेरै निर्भर गर्दछ। विशेष दोहोरो-उद्देश्यीय मेसिनहरू सामान्यतया 90-दिन चिन्हको नजिक धकेल्छन्।
A: मेसिनले समायोज्य फोटोइलेक्ट्रिक सेन्सरहरू प्रयोग गर्दछ आगमन पाइप स्थितिहरू सही रूपमा पत्ता लगाउन। वायमेटिक क्ल्याम्पहरूले पाइपलाई तताउने क्षेत्रमा प्रवेश गरेपछि यसलाई दृढतापूर्वक सुरक्षित गर्दछ। अपरेटरहरूले सजिलैसँग यी सेन्सर कोष्ठकहरूलाई तीन देखि छ मिटरसम्मको मानक लम्बाइहरू सहज रूपमा समायोजन गर्न सक्छन्।




