
Visualizzazioni: 0 Autore: Editor del sito Ora di pubblicazione: 2026-07-01 Origine: Sito










Il processo di bicchieratura o bicchieratura costituisce la fase finale fondamentale nelle operazioni di produzione di tubi in plastica. Un singolo collo di bottiglia in questo caso può rovinare istantaneamente i rendimenti perfettamente estrusi. I responsabili della produzione spesso sottovalutano le complessità meccaniche delle prese fino a quando non si verificano costosi guasti ai giunti. Anche gli accumuli negli stabilimenti si verificano rapidamente quando le macchine a valle si guastano. Per eliminare efficacemente questi rischi comuni sono necessarie attrezzature altamente efficienti. Deve adattarsi perfettamente alle velocità di estrusione rapide e controllare il sovraccarico energetico in corso. Questo articolo fornisce ai responsabili della produzione e ai team di approvvigionamento un quadro concreto e attuabile. Esploreremo come valutare accuratamente le specifiche principali della macchina. Valuteremo i rischi di integrazione delle strutture per prevenire disastri di layout. Imparerai anche esattamente come controllare correttamente un fornitore affidabile. Questa attenta verifica garantisce il successo operativo a lungo termine della vostra struttura. Comprendendo queste sfumature tecniche è possibile salvaguardare l'intero processo produttivo. Alla fine proteggerai i tuoi ristretti margini di profitto da inutili sprechi e tempi di inattività.
Il materiale conta: PVC e HDPE richiedono protocolli di riscaldamento e formatura fondamentalmente diversi per prevenire il degrado del materiale.
La sincronizzazione della velocità è fondamentale: una bicchieratrice automatica deve corrispondere o superare i tempi di ciclo della configurazione di estrusione esistente per evitare accumuli di produzione.
TCO rispetto ai costi iniziali: investire in una bicchieratrice a risparmio energetico riduce significativamente i costi operativi nel ciclo di vita rispetto ai modelli economici con tassi di scarto elevati.
La verifica richiede prove: un produttore credibile dovrebbe offrire test di accettazione in fabbrica (FAT) trasparenti e tolleranze garantite degli utensili.
Gli operatori devono comprendere il comportamento del materiale per ottenere giunzioni perfette dei tubi. PVC e HDPE reagiscono diversamente al calore applicato. Richiedono una movimentazione altamente specializzata durante la fase di incastro.
Il PVC rigido richiede un rigoroso controllo della temperatura durante la lavorazione. Il calore in eccesso provoca un rapido degrado del materiale e bruciatura della superficie. È necessario riscaldare le estremità del tubo in modo uniforme prima della formatura. I requisiti degli utensili variano in base al tipo di giunto specifico. I giunti in cemento solvente utilizzano un design semplice della presa di tipo U. I giunti ad anello elastomerici richiedono una complessa presa di tipo R. Gli operatori in genere si affidano ad un servizio dedicato Bicchieratrice per tubi in PVC per questi profili esigenti. Queste macchine utilizzano mandrini di precisione per modellare accuratamente il PVC riscaldato. Errori comuni si verificano quando gli operatori affrettano il ciclo di riscaldamento. La fretta provoca articolazioni fragili che cedono sotto pressione.
Gli appaltatori uniscono prevalentemente tubi in HDPE utilizzando tecniche di fusione di testa sul campo. Tuttavia, specifiche applicazioni comunali richiedono ancora giunti a bicchiere. L'HDPE introduce sfide uniche a causa della sua massiccia massa termica. Il polimero presenta anche un forte effetto memoria. Il materiale riscaldato desidera disperatamente ritornare alla sua forma estrusa originale. È necessario applicare tempi di raffreddamento prolungati mentre il tubo rimane fissato. Mandrini interni specializzati mantengono la forma finché il polimero non si solidifica completamente. Affrettare questa fase critica di raffreddamento garantisce problemi di ovalizzazione. Porta sempre a articolazioni deboli e sostituzioni costose.
Le strutture devono valutare il loro attuale mix di prodotti prima di acquistare attrezzature. Poniti queste domande pratiche:
Lavorate quotidianamente solo tubi in PVC rigido?
La vostra struttura alterna regolarmente lotti di PVC e HDPE?
Il vostro programma di produzione è in grado di adattarsi in modo sicuro a tempi di raffreddamento più lenti dell'HDPE?
Puoi scegliere una macchina dedicata per tirature monomateriale ad alto volume. In alternativa, potresti selezionare un sistema a duplice scopo. I sistemi doppi richiedono ricette di controllo avanzate per passare da un materiale all'altro in modo sicuro. Offrono grande flessibilità ma richiedono operatori altamente qualificati.
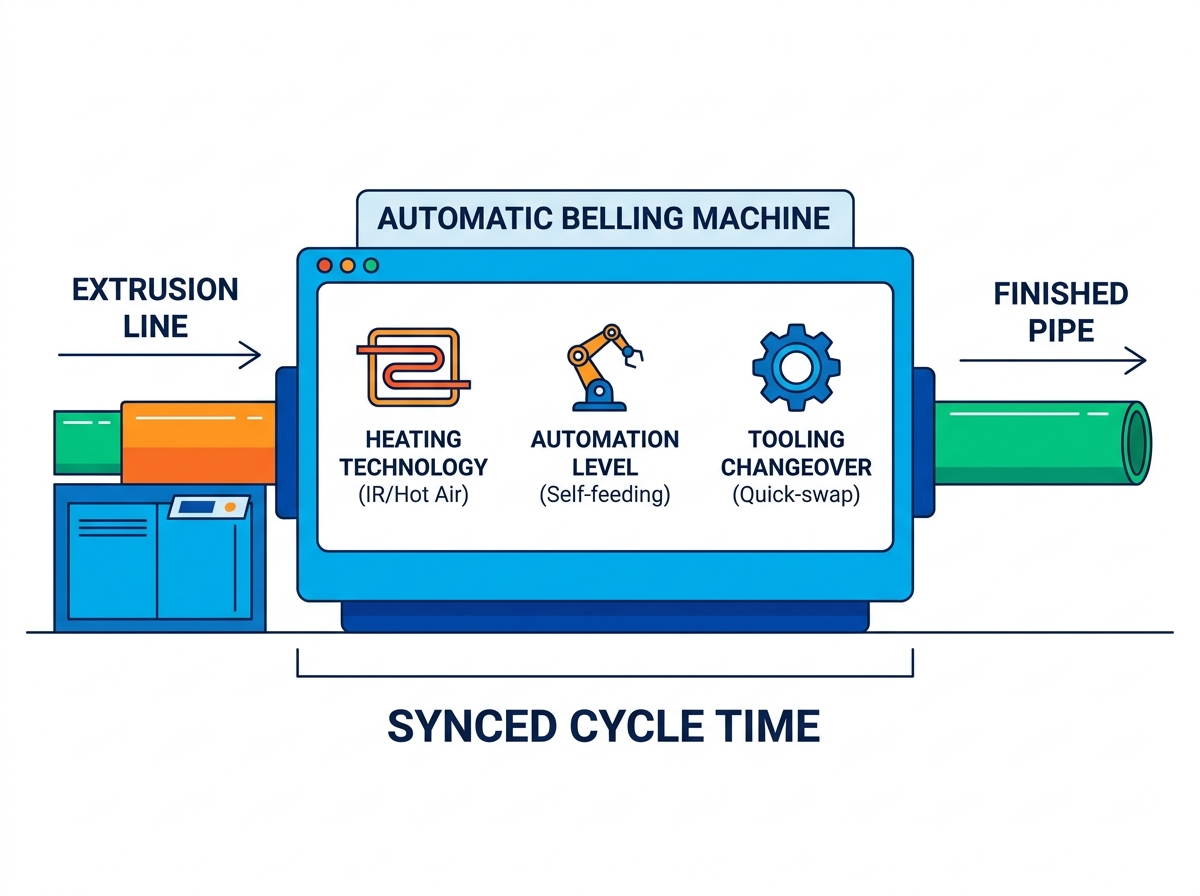
La scelta dell'attrezzatura corretta implica un'analisi approfondita dei metodi di riscaldamento. È inoltre necessario rivedere i livelli di automazione e l'efficienza del passaggio. Questi elementi influiscono direttamente sulla resa giornaliera della tua fabbrica.
I meccanismi di riscaldamento determinano la velocità con cui è possibile lavorare i tubi. Generalmente si sceglie tra il riscaldamento a infrarossi (IR) a onde corte e la circolazione dell'aria calda. Abbiamo delineato le differenze principali nella tabella comparativa di seguito.
Categoria di funzionalità |
Infrarossi a onde corte (IR) |
Circolazione dell'aria calda |
|---|---|---|
Velocità di riscaldamento |
Trasferimento di calore molto veloce e istantaneo |
Aumento della temperatura più lento e graduale |
Profondità di penetrazione |
Messa a fuoco a livello superficiale, incline a bruciature |
Penetrazione profonda e uniforme nella parete |
Migliore applicazione |
Tubi a parete sottile, linee ad alta velocità |
Tubi in pressione a pareti spesse |
Efficienza energetica |
Alta efficienza per cicli rapidi |
Efficienza moderata, richiede un buon isolamento |
Oggi i costi del lavoro incidono costantemente sui margini di produzione. UN la bicchieratrice automatica riduce significativamente l'intervento manuale durante i turni. Considera queste funzionalità automatizzate che consentono di risparmiare manodopera:
I tavoli autoalimentati prelevano i tubi direttamente dalla linea di estrusione principale.
I sistemi di espulsione automatizzata impilano ordinatamente i prodotti finiti sugli scaffali di stoccaggio.
Gli allarmi intelligenti di rilevamento guasti avvisano immediatamente gli operatori in caso di guasti al riscaldamento.
I bracci robotici gestiscono tubi pesanti in modo sicuro senza faticosi sollevamenti umani.
Queste funzionalità automatizzate mantengono la produzione in movimento senza intoppi senza una supervisione costante. Gli operatori possono concentrarsi su un rigoroso controllo di qualità anziché sul lavoro manuale.
I tempi di inattività compromettono la redditività durante i frequenti cambi di prodotto. È necessario valutare la rapidità con cui gli operatori possono scambiare i mandrini. Cerca meccanismi di rilascio rapido su tutti i morsetti di formatura. Gli operatori dovrebbero cambiare facilmente gli strumenti per i diversi diametri dei tubi. Macchine efficienti consentono cambi completi in meno di trenta minuti. Configurazioni prolungate sprecano preziose ore di produzione e bloccano le consegne. Una best practice comune prevede di allestire in anticipo il set di strumenti successivo nelle vicinanze. Questa messa in scena riduce i tempi di percorrenza e velocizza l'intero scambio.
Un'unità di presa ad alte prestazioni fornisce valore zero in modo indipendente. Deve integrarsi perfettamente nel flusso di lavoro attuale della fabbrica. L'integrazione richiede attenti calcoli matematici e pianificazione fisica del piano.
Le vostre apparecchiature a valle devono corrispondere perfettamente alle velocità di produzione a monte. È necessario calcolare con precisione l'esatta velocità di traino. Valuta il tuo esistente Linea di estrusione di tubi in HDPE o configurazione in PVC. Se il tuo estrusore produce tre tubi standard al minuto, ascolta attentamente. L'unità bicchieratrice deve processare almeno tre tubi al minuto. Il mancato rispetto dei tempi di ciclo provoca enormi accumuli sul pavimento. Alla fine dovrai rallentare artificialmente l'estrusore. Questo rallentamento spreca completamente la reale capacità produttiva dell'estrusore.
Le fabbriche moderne fanno molto affidamento su reti di controllo unificate. L'unità di presa necessita della compatibilità con il controller logico programmabile (PLC). I costruttori rispettabili utilizzano marchi ampiamente accettati come Siemens o Mitsubishi. Questa compatibilità garantisce un trasferimento fluido dei dati nell'intero sistema linea di produzione di tubi in plastica . Le regolazioni automatizzate della velocità impediscono la formazione di gravi colli di bottiglia. La linea principale può segnalare facilmente l'unità di presa. Indica alla macchina di accelerare o rallentare automaticamente in base al flusso in tempo reale.
L’impronta fisica rappresenta ovunque un rischio significativo di implementazione. La superficie dello stabilimento rimane una risorsa preziosa per i produttori. È necessario misurare con precisione la superficie disponibile. Assicurarsi che le dimensioni fisiche dei forni di riscaldamento si adattino comodamente. Verificare che le tabelle di accumulo dei tubi siano adatte al layout attuale. Lasciare uno spazio adeguato per l'accesso al carrello elevatore e al personale addetto alla manutenzione giornaliera. Un'installazione angusta complica le operazioni quotidiane e crea gravi rischi per la sicurezza. Mappare sempre prima il layout della macchina utilizzando il nastro adesivo sul pavimento della fabbrica.
I team di procurement a volte si concentrano troppo sui prezzi iniziali degli adesivi. Questo approccio limitato ignora le massicce spese operative a lungo termine. Il funzionamento di riscaldatori industriali prosciuga continuamente e rapidamente i budget delle strutture.
Il riscaldamento di polimeri plastici spessi richiede un’immensa elettricità ogni giorno. I modelli più vecchi disperdono rapidamente il calore nell'ambiente di fabbrica. UN La bicchieratrice a risparmio energetico utilizza invece forni di riscaldamento fortemente isolati. Mantiene il calore interno per ridurre al minimo l'assorbimento elettrico. I sistemi idraulici e pneumatici servoazionati offrono un altro importante aggiornamento. Assorbono energia solo durante il movimento meccanico attivo. I tradizionali motori a funzionamento costante sprecano continuamente energia mentre sono al minimo. Questi miglioramenti ingegnerizzati riducono drasticamente il consumo di kilowatt all'ora. Noterai quasi immediatamente cali significativi nelle bollette mensili.
Il riscaldamento costante e la precisa formatura meccanica riducono i prodotti scartati. Giunti deboli e gravi problemi di ovalizzazione costringono gli operatori a rottamare i tubi. Ogni tubo scartato rappresenta uno spreco di resina vergine e tempo perduto. Inoltre spreca le costose ore di lavoro impiegate per estruderlo. Le apparecchiature di bicchieratura di alta qualità garantiscono che ogni tubo soddisfi rigorose tolleranze dimensionali. Risparmia denaro convertendo più materie prime in beni vendibili.
Puoi valutare logicamente il vero impatto finanziario. Calcola le tue spese operative quinquennali complete anziché solo la fattura. Utilizza questo semplice quadro matematico per confrontare accuratamente diversi modelli di macchine:
Determinare il costo iniziale di acquisto della macchina.
Aggiungere il consumo energetico previsto su un periodo di cinque anni.
Aggiungere le spese stimate per la manutenzione preventiva e i tempi di fermo macchina.
Sottrarre il valore della materia prima risparmiato da tassi di scarto più bassi.
Questo quadro semplice rivela il vero valore delle apparecchiature. Le macchine efficienti si ammortizzano essenzialmente nel tempo grazie al risparmio di utilità e scarti.
La selezione del fornitore ha lo stesso peso delle specifiche tecniche della macchina. Hai bisogno di un partner affidabile in grado di fornire un supporto costante.
Evita i costruttori di macchinari generalisti quando acquisti attrezzature in plastica. Cercane uno dedicato produttore di macchine bicchieratrici . Devono specializzarsi esclusivamente nelle apparecchiature a valle per l'estrusione di tubi. I costruttori specializzati comprendono il flusso complesso dei polimeri e i tassi di ritiro. Capiscono la dura realtà della fabbrica meglio di chiunque altro. I loro team di ingegneri hanno già risolto gli esatti problemi di elaborazione che affronti.
Verifica rigorosamente le loro certificazioni di settore prima di firmare contratti. Dovrebbero possedere certificazioni di produzione standard CE o ISO. Ancora più importante, devono costruire strumenti conformi agli standard regionali. Chiedi loro di dimostrare la conformità ai requisiti ASTM, DIN o ISO. Dimensioni errate degli utensili renderanno i tubi finiti completamente invendibili.
Non accettare mai la spedizione senza aver completato un test di accettazione in fabbrica (FAT). Insisti nell'eseguire questo test rigoroso utilizzando i tuoi campioni esatti. Invia loro i tuoi tubi estrusi prima che finalizzino l'assemblaggio della macchina. Il processo FAT dimostra istantaneamente diversi elementi cruciali. Convalida che la macchina raggiunga i tempi di ciclo promessi in modo sicuro. Conferma che tutte le prese soddisfano esattamente le tolleranze dimensionali richieste. Verifica che i sistemi di espulsione automatizzati gestiscano i pesi specifici dei tubi.
Valuta attentamente il loro accordo sul livello di servizio (SLA) dopo la vendita. L'hardware prima o poi si rompe in caso di uso industriale pesante. Hai bisogno di accesso immediato a componenti di ricambio specializzati. Controlla attentamente le loro capacità di risoluzione dei problemi da remoto. I loro ingegneri del software possono diagnosticare i guasti del PLC online? Chiedi informazioni sui tempi di invio dei tecnici per guasti meccanici importanti. Il rapido supporto post-vendita mantiene la tua fabbrica in funzione in modo redditizio tutto l'anno.
La scelta della giusta attrezzatura per la presa richiede un'attenta analisi operativa. La vostra decisione si basa in definitiva sulla compatibilità dei materiali e sulla sincronizzazione della velocità del ciclo. Dipende anche dall'affidabilità verificabile del fornitore. Non lasciare che apparecchiature a valle mal progettate limitino la produzione complessiva della fabbrica.
Segui questi passaggi immediati per iniziare oggi stesso il processo di approvvigionamento:
Controlla la velocità attuale della tua linea di estrusione per tutte le dimensioni di tubi attivi.
Documenta gli esatti intervalli di diametro dei tubi e i requisiti del profilo del giunto.
Compilare questi dati in un documento di richiesta di preventivo (RFQ) definitivo.
Richiedere procedure FAT trasparenti prima di finalizzare qualsiasi contratto con i fornitori.
R: Sì, gli operatori possono elaborare entrambi i materiali su un'unica macchina a duplice scopo. Tuttavia, richiede scambi di utensili specializzati per diversi profili di presa. È inoltre necessario programmare ricette PLC distinte di riscaldamento e raffreddamento per gestire le diverse proprietà termiche di ciascun polimero.
R: I tempi di consegna standard del settore variano generalmente da 45 a 90 giorni. Questa tempistica dipende fortemente dai livelli di personalizzazione richiesti, dalla complessità dei mandrini interni e dagli attuali carichi di lavoro della fabbrica. Le macchine specializzate a doppio scopo di solito si avvicinano al limite dei 90 giorni.
R: La macchina utilizza sensori fotoelettrici regolabili per rilevare con precisione le posizioni dei tubi in entrata. Morsetti pneumatici fissano saldamente il tubo una volta entrato nella zona di riscaldamento. Gli operatori possono regolare facilmente queste staffe per sensori per adattarsi perfettamente a lunghezze standard che vanno da tre a sei metri.




