
Aantal keren bekeken: 0 Auteur: Site-editor Publicatietijd: 01-07-2026 Herkomst: Locatie










Het bel- of mofproces dient als de cruciale laatste stap bij de productie van kunststofbuizen. Eén enkel knelpunt hier kan perfect geëxtrudeerde opbrengsten onmiddellijk verpesten. Productiemanagers onderschatten vaak de mechanische complexiteit van socketing, totdat kostbare verbindingsfouten optreden. Opstapelingen op de fabrieksvloer gebeuren ook snel als machines stroomafwaarts uitvallen. U heeft zeer capabele apparatuur nodig om deze gewrichtsrisico's effectief te elimineren. Het moet naadloos aansluiten bij de hoge extrusiesnelheden en de voortdurende energieoverhead onder controle houden. Dit artikel biedt productiemanagers en inkoopteams een concreet, uitvoerbaar raamwerk. We zullen onderzoeken hoe we de kernmachinespecificaties nauwkeurig kunnen evalueren. We beoordelen de risico's voor de integratie van faciliteiten om lay-outrampen te voorkomen. U leert ook precies hoe u een betrouwbare leverancier op de juiste manier kunt onderzoeken. Deze zorgvuldige controle garandeert operationeel succes op de lange termijn voor uw instelling. Door deze technische nuances te begrijpen, kunt u uw gehele productieproces beveiligen. Uiteindelijk beschermt u uw krappe winstmarges tegen onnodige verspilling en downtime.
Materiële zaken: PVC en HDPE vereisen fundamenteel verschillende verwarmings- en vervormingsprotocollen om materiaaldegradatie te voorkomen.
Snelheidssynchronisatie is van cruciaal belang: een automatische belmachine moet de cyclustijden van uw bestaande extrusie-opstelling evenaren of overschrijden om productieophopingen te voorkomen.
TCO boven initiële kosten: Investeren in een energiebesparende belmachine verlaagt de operationele kosten tijdens de levensduur aanzienlijk in vergelijking met budgetmodellen met hoge uitvalpercentages.
Doorlichting vereist bewijs: een geloofwaardige fabrikant moet transparante Factory Acceptance Testing (FAT) en gegarandeerde gereedschapstoleranties aanbieden.
Operators moeten het materiaalgedrag begrijpen om perfecte pijpverbindingen te realiseren. PVC en HDPE reageren anders op toegepaste warmte. Ze vereisen een zeer gespecialiseerde behandeling tijdens de socket-fase.
Hard PVC vereist een strikte temperatuurcontrole tijdens de verwerking. Overmatige hitte veroorzaakt snelle materiaalafbraak en oppervlakteverbranding. U moet de buisuiteinden gelijkmatig verwarmen voordat u ze vormt. De gereedschapsvereisten variëren afhankelijk van het specifieke verbindingstype. Oplosmiddelcementverbindingen maken gebruik van een eenvoudig U-type mofontwerp. Elastomere ringverbindingen vereisen een ingewikkelde R-type socket. Operators vertrouwen doorgaans op een speciale PVC-pijpboormachine voor deze veeleisende profielen. Deze machines gebruiken precisiedoorns om het verwarmde PVC nauwkeurig te vormen. Veel voorkomende fouten ontstaan wanneer operators de verwarmingscyclus overhaasten. Haasten veroorzaakt broze gewrichten die onder druk bezwijken.
Aannemers verbinden HDPE-buizen voornamelijk met stomplastechnieken in het veld. Specifieke gemeentelijke toepassingen vereisen echter nog steeds mofverbindingen. HDPE introduceert unieke uitdagingen vanwege de enorme thermische massa. Het polymeer vertoont ook een sterk geheugeneffect. Het verwarmde materiaal wil wanhopig terugkeren naar zijn oorspronkelijke geëxtrudeerde vorm. U moet langere koeltijden toepassen terwijl de leiding veilig blijft. Gespecialiseerde interne doornen houden de vorm vast totdat het polymeer volledig is uitgehard. Het overhaasten van deze kritische afkoelfase garandeert ovaliteitsproblemen. Het leidt altijd tot zwakke gewrichten en dure vervangingen.
Faciliteiten moeten hun huidige productmix evalueren voordat ze apparatuur kopen. Stel jezelf deze praktische vragen:
Verwerkt u dagelijks uitsluitend harde PVC-buizen?
Wisselt uw bedrijf regelmatig af tussen PVC- en HDPE-batches?
Kan uw productieschema langzamere HDPE-koeltijden veilig verwerken?
Voor grote aantallen enkelvoudige materiaalruns kunt u een speciale machine kiezen. Als alternatief kunt u kiezen voor een systeem met twee doeleinden. Dubbele systemen vereisen geavanceerde besturingsrecepten om veilig tussen materialen te kunnen schakelen. Ze bieden een grote flexibiliteit, maar vereisen zeer bekwame operators.
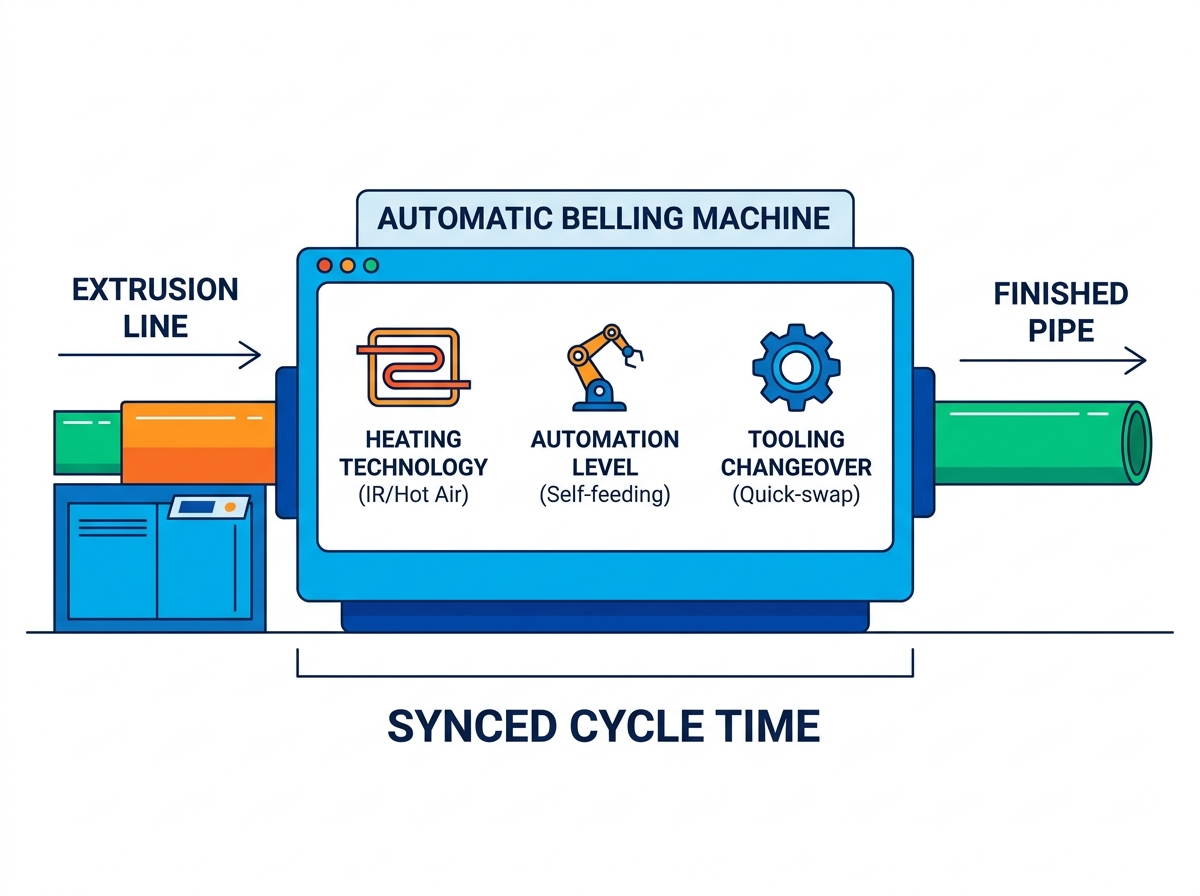
Bij het kiezen van de juiste apparatuur moet u de verwarmingsmethoden grondig analyseren. U moet ook de automatiseringsniveaus en de omschakelingsefficiëntie beoordelen. Deze elementen hebben een directe invloed op uw dagelijkse fabrieksopbrengst.
Verwarmingsmechanismen bepalen hoe snel u buizen kunt verwerken. Meestal kiest u tussen kortegolf-infraroodverwarming (IR) en heteluchtcirculatie. We hebben de belangrijkste verschillen uiteengezet in het onderstaande vergelijkingsschema.
Functiecategorie |
Kortegolf infrarood (IR) |
Hete luchtcirculatie |
|---|---|---|
Verwarmingssnelheid |
Zeer snelle, onmiddellijke warmteoverdracht |
Langzamere, geleidelijke temperatuurstijging |
Penetratiediepte |
Focus op oppervlakteniveau, gevoelig voor verschroeiing |
Diepe, uniforme muurpenetratie |
Beste applicatie |
Dunwandige buizen, hogesnelheidslijnen |
Dikwandige drukleidingen |
Energie-efficiëntie |
Hoog rendement voor snelle cycli |
Matig rendement, vereist goede isolatie |
De arbeidskosten tasten vandaag de dag voortdurend de productiemarges aan. Een De automatische belmachine vermindert de handmatige tussenkomst aanzienlijk tijdens de diensten. Overweeg deze arbeidsbesparende geautomatiseerde functies:
Zelfvoedende tafels trekken pijpen rechtstreeks uit de hoofdextrusielijn.
Geautomatiseerde uitwerpsystemen stapelen afgewerkte producten netjes op opslagrekken.
Intelligente foutdetectiealarmen stellen operators onmiddellijk op de hoogte van verwarmingsstoringen.
Robotarmen hanteren veilig zware buizen zonder zwaar menselijk tillen.
Deze geautomatiseerde functies zorgen ervoor dat de productie soepel verloopt, zonder voortdurend toezicht. Operators kunnen zich concentreren op strikte kwaliteitscontrole in plaats van op handenarbeid.
Downtime ruïneert de winstgevendheid tijdens frequente productwisselingen. U moet evalueren hoe snel operators doornen kunnen verwisselen. Zoek naar snelontgrendelingsmechanismen op alle vormklemmen. Operators moeten gemakkelijk van gereedschap kunnen wisselen voor verschillende buisdiameters. Efficiënte machines maken een volledige omschakeling in minder dan dertig minuten mogelijk. Langdurige opstellingen verspillen waardevolle productie-uren en leveringen aan stallingen. Een veel voorkomende best practice is het vooraf klaarzetten van de volgende gereedschapsset in de buurt. Deze enscenering verkort de looptijd en versnelt de hele swap.
Een krachtige socketunit levert onafhankelijk een nulwaarde. Het moet naadloos integreren in uw huidige fabrieksworkflow. Integratie vereist zorgvuldige wiskundige berekeningen en fysieke vloerplanning.
Uw stroomafwaartse apparatuur moet perfect overeenkomen met de stroomopwaartse uitvoersnelheden. U moet de exacte afhaalsnelheid nauwkeurig berekenen. Evalueer uw bestaande HDPE-buisextrusielijn of PVC-opstelling. Als uw extruder drie standaardpijpen per minuut produceert, luister dan goed. De bellingunit moet minimaal drie buizen per minuut verwerken. Het niet matchen van de cyclustijden veroorzaakt enorme opstapelingen op de vloer. Uiteindelijk zul je de extruder kunstmatig moeten vertragen. Deze vertraging verspilt de werkelijke productiecapaciteit van de extruder volledig.
Moderne fabrieken zijn sterk afhankelijk van uniforme controlenetwerken. De socketunit heeft compatibiliteit met Programmable Logic Controller (PLC) nodig. Gerenommeerde bouwers maken gebruik van algemeen aanvaarde merken als Siemens of Mitsubishi. Deze compatibiliteit zorgt voor een soepele gegevensoverdracht over het geheel productielijn voor kunststofbuizen . Geautomatiseerde snelheidsaanpassingen voorkomen dat er ernstige knelpunten ontstaan. De hoofdlijn kan de contactdoos eenvoudig signaleren. Het vertelt de machine automatisch te versnellen of te vertragen op basis van realtime flow.
De fysieke voetafdruk vormt overal een aanzienlijk implementatierisico. Het vloeroppervlak van fabrieken blijft een waardevol bezit voor fabrikanten. U moet het beschikbare vloeroppervlak nauwkeurig meten. Zorg ervoor dat de fysieke afmetingen van de verwarmingsovens comfortabel passen. Controleer of de pijpaccumulatietabellen passen bij uw huidige lay-out. Laat voldoende ruimte over voor toegang met een vorkheftruck en voor het dagelijks onderhoudspersoneel. Een krappe installatie bemoeilijkt de dagelijkse werkzaamheden en brengt ernstige veiligheidsrisico's met zich mee. Breng altijd eerst de machine-indeling in kaart met tape op uw fabrieksvloer.
Inkoopteams concentreren zich soms te veel op de initiële stickerprijzen. Deze beperkte aanpak negeert de enorme operationele kosten op de lange termijn. Het continu laten draaien van industriële verwarmingen zorgt ervoor dat de budgetten van de faciliteiten snel leeglopen.
Voor het verwarmen van dikke plastic polymeren is dagelijks enorme elektriciteit nodig. Oudere modellen lekken warmte snel naar de omgeving van de fabriek. Een De energiebesparende belmachine maakt in plaats daarvan gebruik van zwaar geïsoleerde verwarmingsovens. Het houdt de interne warmte vast om het elektriciteitsverbruik te minimaliseren. Servoaangedreven hydraulische en pneumatische systemen bieden nog een belangrijke upgrade. Ze trekken alleen stroom tijdens actieve mechanische beweging. Traditionele constant draaiende motoren verspillen voortdurend energie terwijl ze stationair draaien. Deze technische verbeteringen verlagen uw kilowattuurverbruik drastisch. U zult vrijwel onmiddellijk aanzienlijke dalingen in de maandelijkse energierekeningen opmerken.
Consistente verwarming en nauwkeurig mechanisch vormen verminderen het aantal afgekeurde producten. Zwakke verbindingen en ernstige problemen met de ovaliteit dwingen operators ertoe pijpen te slopen. Elke afgedankte pijp vertegenwoordigt verspilde nieuwe hars en verloren tijd. Het verspilt ook de dure arbeidsuren die besteed worden aan het extruderen ervan. Hoogwaardige mofapparatuur zorgt ervoor dat elke buis voldoet aan strikte maattoleranties. U bespaart geld door meer grondstoffen om te zetten in verkoopbare goederen.
U kunt de werkelijke financiële impact logisch evalueren. Bereken uw uitgebreide operationele kosten over vijf jaar in plaats van alleen de factuur. Gebruik dit eenvoudige wiskundige raamwerk om verschillende machinemodellen nauwkeurig te vergelijken:
Bepaal vooraf de aanschafkosten van de machine.
Voeg het verwachte energieverbruik over een periode van vijf jaar toe.
Voeg de geschatte kosten voor preventief onderhoud en uitvaltijd toe.
Trek de bespaarde grondstofwaarde af van de lagere afvalpercentages.
Dit eenvoudige raamwerk onthult de echte waarde van apparatuur. Efficiënte machines betalen zichzelf in de loop van de tijd terug door besparingen op nutsvoorzieningen en schroot.
De selectie van leveranciers weegt even zwaar als de technische machinespecificaties. U heeft een betrouwbare partner nodig die consistente ondersteuning kan bieden.
Vermijd generalistische machinebouwers bij de aanschaf van plastic apparatuur. Zoek naar een toegewijde belling machinefabrikant . Zij moeten zich uitsluitend specialiseren in pijpextrusie-downstreamapparatuur. Gespecialiseerde bouwers begrijpen de complexe polymeervloei- en krimpsnelheden. Zij begrijpen de harde realiteit op de fabrieksvloer beter dan wie dan ook. Hun technische teams hebben de exacte verwerkingsproblemen waarmee u wordt geconfronteerd al opgelost.
Controleer hun branchecertificeringen rigoureus voordat ze contracten ondertekenen. Ze moeten standaard CE- of ISO-productiecertificeringen hebben. Wat nog belangrijker is, ze moeten gereedschappen bouwen die voldoen aan regionale normen. Vraag hen om naleving van de ASTM-, DIN- of ISO-vereisten te bewijzen. Verkeerde afmetingen van het gereedschap zullen uw afgewerkte pijpen volledig onverkoopbaar maken.
Accepteer nooit een verzending zonder een Factory Acceptance Test (FAT) te voltooien. Sta erop deze rigoureuze test uit te voeren met behulp van uw exacte monsters. Stuur ze uw geëxtrudeerde buizen voordat ze de machineassemblage voltooien. Het FAT-proces bewijst onmiddellijk een aantal cruciale elementen. Het valideert dat de machine de beloofde cyclustijden veilig haalt. Het bevestigt dat alle stopcontacten exact aan de vereiste maattoleranties voldoen. Het verifieert dat de geautomatiseerde uitwerpsystemen omgaan met uw specifieke pijpgewichten.
Evalueer hun Service Level Agreement (SLA) zorgvuldig na de verkoop. Hardware gaat uiteindelijk kapot bij zwaar industrieel gebruik. U heeft onmiddellijke toegang nodig tot gespecialiseerde vervangingsonderdelen. Controleer grondig hun mogelijkheden voor probleemoplossing op afstand. Kunnen hun software-ingenieurs PLC-fouten online diagnosticeren? Vraag naar de verzendtijden van hun technici voor grote mechanische storingen. Snelle ondersteuning na de verkoop zorgt ervoor dat uw fabriek het hele jaar door winstgevend blijft draaien.
Het selecteren van de juiste socketapparatuur vereist een zorgvuldige operationele analyse. Uw beslissing berust uiteindelijk op de materiaalcompatibiliteit en de synchronisatie van de cyclussnelheid. Het hangt ook af van de verifieerbare betrouwbaarheid van de leverancier. Laat slecht ontworpen downstream-apparatuur uw algehele fabrieksoutput niet beperken.
Volg deze onmiddellijke volgende stappen om vandaag nog met uw inkoopproces te beginnen:
Controleer uw huidige extrusielijnsnelheden voor alle actieve buismaten.
Documenteer uw exacte buisdiameterbereiken en voegprofielvereisten.
Verzamel deze gegevens in een definitief Request for Quote (RFQ)-document.
Eis transparante FAT-procedures voordat u leverancierscontracten afrondt.
A: Ja, operators kunnen beide materialen verwerken op één enkele machine voor twee doeleinden. Het vereist echter gespecialiseerde gereedschapswissels voor verschillende socketprofielen. U moet ook verschillende PLC-recepten voor verwarming en koeling programmeren om met de verschillende thermische eigenschappen van elk polymeer om te gaan.
A: De standaard doorlooptijden in de sector variëren doorgaans van 45 tot 90 dagen. Deze tijdlijn is sterk afhankelijk van de vereiste aanpassingsniveaus, de complexiteit van de interne doornen en de huidige werkdruk in de fabriek. Gespecialiseerde machines voor twee doeleinden komen meestal dichter bij de grens van 90 dagen.
A: De machine maakt gebruik van verstelbare foto-elektrische sensoren om de posities van inkomende pijpen nauwkeurig te detecteren. Pneumatische klemmen zetten de buis stevig vast zodra deze de verwarmingszone binnengaat. Operators kunnen deze sensorbeugels eenvoudig aanpassen aan standaardlengtes van drie tot zes meter.




