
Görüntüleme: 0 Yazar: Site Editörü Yayınlanma Zamanı: 2026-07-02 Kaynak: Alan










Sermaye ekipmanı tedariki, üretim tesisi yöneticileri için büyük riskler taşır. Yurtdışından makine tedarik etmek dikkatli ve hesaplanmış bir denge gerektirir. Beklenmeyen kesintiler ve entegrasyon hataları gibi ciddi uzun vadeli risklere karşı ön maliyet tasarruflarını tartmalısınız. Çin, bugün plastik boru imalat ekipmanlarında küresel ihracat pazarına hakim durumda. Yılda binlerce ünite üreten devasa endüstriyel merkezler bulacaksınız. Ancak tedarikçi yetenekleri bu üretim bölgeleri arasında büyük farklılıklar gösteriyor. Temel ekipman montajcılarından karmaşık, yüksek düzeyde senkronize sistemler oluşturan birinci kademe otomasyon mühendislerine kadar çeşitlilik gösterirler. Bu kılavuz, doğrulanabilir, objektif kriterlere göre en iyi üreticileri listelemektedir. Sıkı endüstri sertifikalarını, gerçek dünya entegrasyon yeteneklerini ve küresel satış sonrası destek ağlarını titizlikle değerlendiriyoruz. Bu satıcıları doğru bir şekilde değerlendirmek için uygulanabilir çerçeveleri keşfetmek için okumaya devam edin. Doğru olanı nasıl güvenle kısa listeye alacağınızı öğreneceksiniz. çin muf makinesi tedarikçisi . Tesisiniz için
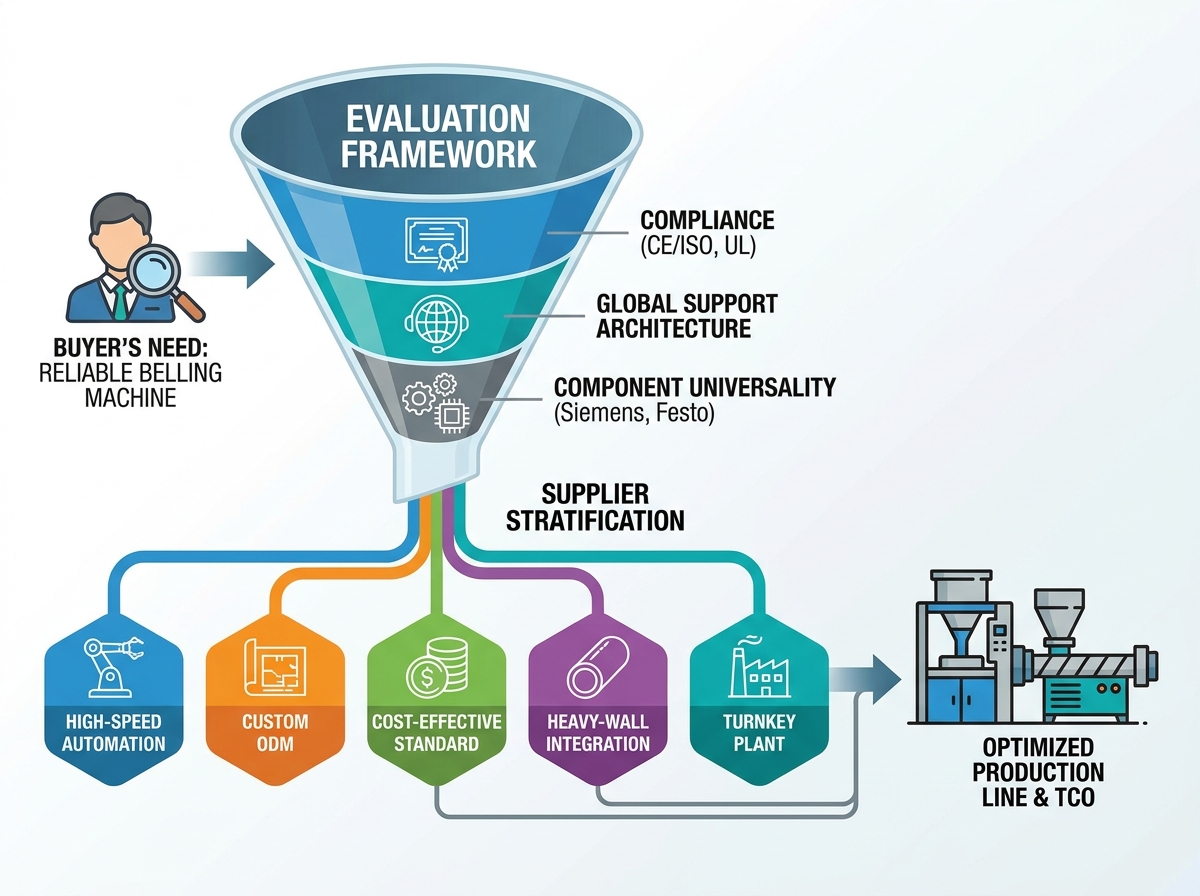
Tedarikçi Sınıflandırması: İlk 5 üretici, yüksek hızlı otomasyondan uygun maliyetli ODM özelleştirmesine kadar belirli güçlü yönlerine göre kategorize edilir.
Entegrasyon Kritiktir: Mevcut PVC boru üretim hattınızda darboğaz olması durumunda bağımsız bir makine işe yaramaz. Senkronizasyon yetenekleri, birinci kademe tedarikçileri ikinci kademeden ayırır.
Değerlendirme Temel Çizgisi: Şeffaf bir Fabrika Kabul Testi (FAT) çerçevesi ve standartlaştırılmış (örn. Siemens, PLC) küresel yedek parçalar sağlayamayan tedarikçilerden kaçının.
Başarılı bir satın alma projesi tanımlamak, iş sorunlarının net bir şekilde çerçevelenmesini gerektirir. Tesis yöneticileri genellikle ham makine hızına odaklanır. Ancak gerçek başarı Genel Ekipman Verimliliğine (OEE) bağlıdır. Soketleme işlemi sırasında minimum hurda oranları istiyorsunuz. Ayrıca kesintisiz hat entegrasyonuna da ihtiyacınız var. Kötü entegre edilmiş bir ünite, yukarı yönde tıkanmalara neden olur ve maliyetli manuel müdahaleleri zorunlu kılar.
Uyumluluk ve sertifikalar, herhangi bir ciddi değerlendirmenin mutlak temelini oluşturur. Derhal standart CE ve ISO sertifikalarına ihtiyacınız olmalıdır. Bu belgeler temel üretim yeterliliğini ve güvenlik uyumluluğunu kanıtlar. Ancak Kuzey Amerikalı alıcıların daha fazla baskı yapması gerekiyor. UL veya CSA uyumluluğuna yönelik kritik ihtiyacı vurgulamalısınız. Sertifikasız elektrik panellerinin bu bölgelere ihraç edilmesi, kurulumda gecikmeleri ve ciddi düzenleyici cezaları garanti eder.
Küresel destek mimarisi, birinci sınıf üreticileri standart montajcılardan ayırır. Birçok satıcı dünya çapında destek sunduğunu iddia ediyor. Bağımsız üçüncü taraf yüklenicilere güvenen tedarikçiler ile doğrudan bölgesel merkezler işleten tedarikçiler arasında ayrım yapmalısınız. Doğrudan merkezler daha hızlı parça gönderimi ve garantili teknisyen eğitimi sağlar. Ayrıca, sağlam uzaktan teşhis yetenekleri tartışılamaz. Üst düzey mühendisler, personeli göndermeden önce PLC mantığınızdaki sorunları uzaktan gidermelidir.
Aşağıdaki Tedarikçi Destek Mimarisi Karşılaştırma tablosu, tedarikçi destek katmanları arasındaki kritik farklılıkları vurgulamaktadır.
Destek Katmanı |
Saha Hizmet Modeli |
Teşhis Yeteneği |
Parça Bulunabilirliği |
|---|---|---|---|
1. Kademe (Premium) |
Doğrudan bölgesel servis merkezleri |
Gerçek zamanlı uzaktan PLC erişimi |
Yerel depo stoklaması |
Kademe 2 (Standart) |
Sertifikalı üçüncü taraf ajanslar |
Görüntülü görüşme sorunlarını giderme |
Çin'den ekspres hava taşımacılığı |
3. Kademe (Temel) |
Ülke dışına uçan teknisyenler |
E-posta/WeChat yazışmaları |
Standart nakliye gecikmeleri |
En İyi Uygulama: Satın alma siparişinizi tamamlamadan önce daima bölgesel servis yöneticisinin doğrudan iletişim bilgilerini isteyin.
Mevcut pazar liderlerini temsil eden beş farklı üretim arketipinin profilini çıkardık. Pazarlama iddialarından ziyade tamamen doğrulanmış mühendislik yeteneklerine odaklandık.
Bu üretici tamamen tam olarak uzmanlaşmıştır. otomatik muf makinesi teknolojisi. Mühendislik ekipleri operatör temas noktalarını tamamen ortadan kaldırmaya odaklanıyor. Otomatik boru dağıtımını, hassas ısıtmayı ve robotik boşaltmayı tek bir sürekli sıraya entegre ediyorlar. Büyük ölçekli belediye boru üreticileri bu tasarımdan büyük ölçüde faydalanmaktadır. Bu tesisler, sıkı kar marjlarını korumak için sıfır operatör müdahalesi talep ediyor. Yüksek hızlı servo motorlar tam konumlandırma sağlar ve çevrim sürelerini önemli ölçüde azaltır.
Bazı projeler son derece spesifik takımlama profilleri gerektirir. Bu tedarikçi, standart dışı boru profilleri için kalıp tasarımında eşsiz esneklik sağlar. Benzersiz bağlantı tasarımları için özel soketleme çözümlerine ihtiyaç duyan alıcılar bu satıcıya öncelik vermelidir. Özel kalıpları hızlı bir şekilde oymak için gelişmiş CNC işleme merkezlerini kullanıyorlar. Mühendislik departmanları doğrudan ekibinizle işbirliği yapar. Nihai soketin özel sızdırmazlık halkalarınıza mükemmel şekilde uymasını sağlamak için hassas CAD modelleri hazırlıyorlar.
Yalın mühendislik, bu üreticinin rekabet avantajını artırıyor. Gereksiz yazılım şişkinliği olmadan standart U tipi ve R tipi soketler için olağanüstü güvenilirlik sağlarlar. Hızlı dağıtım arayan orta ölçekli üreticiler genellikle bu standardı tercih ediyor PVC boru muflama makinesi . Ekipman sağlam, basitleştirilmiş mekanik hareketler kullanır. Bu yaklaşım, bakım yükünü en aza indirir ve operatörün eğitim süresini azaltır. Sağlam dayanıklılık ve uygun fiyat arasında mükemmel bir denge sağlar.
Kalın duvarlı poliolefinler büyük termal enerji yönetimi gerektirir. Bu üretici olağanüstü ısıtma ve soğutma kapasitelerine sahip üniteler üretmektedir. Yoğun plastik duvarlara eşit şekilde nüfuz edecek şekilde özel fırınlar tasarlıyorlar. Bu yetenek, yüksek verimli bir cihazla kesintisiz senkronizasyon sağlar HDPE boru ekstrüzyon hattı . Gelişmiş su soğutma ceketleri, çıkıştan önce yuva şeklini hızla stabilize eder. Bu hızlı stabilizasyon büzülmeyi önler ve büyük çaplı gaz ve su borularında boyutsal doğruluğu garanti eder.
Tesis yükseltmeleri genellikle uçtan uca makine sağlayıcıları gerektirir. Bu satıcı tüm üretim tesislerine sorunsuz bir şekilde tedarik ve hizmet vermektedir. Altyapılarının tamamını yükselten alıcılar, tek bir garanti noktası iletişimini kesinlikle tercih ediyor. Ekstrüderi, aşağı yönde soğutmayı, çekmeyi, kesmeyi ve bellleme aşamalarını yönetirler. Dahili ağları, her makineyi birleşik bir kontrol protokolü aracılığıyla birbirine bağlar. Bu bütünsel yaklaşım, entegrasyon kör noktalarını ortadan kaldırır ve tüm fabrika alanı boyunca senkronize veri raporlamasını sağlar.
Isıtma hassasiyeti, boru soketinin nihai kalitesini büyük ölçüde belirler. Fırın mimarisini titizlikle değerlendirmelisiniz. Çift fırınlı veya gelişmiş kızılötesi ısıtma sistemleri, borunun deformasyonunu etkili bir şekilde önler. Termal enerjiyi borunun çevresine eşit şekilde uygularlar. Eşit olmayan ısıtma, genleşme aşamasında plastiğin bükülmesine neden olur. Bu çarpıtma, hurda oranlarınızı büyük ölçüde artırır. Kızılötesi sistemler polimer matrisine hızla nüfuz eder. Genel ısıtma sürelerini azaltırlar ve boru yüzeyini kavurmaya karşı korurlar.
Ayrıca bir makinenin verimliliğini takım değiştirme süresine göre ölçmelisiniz. Hızlı değiştirme sistemleri, çoklu SKU'lu tesisler için kesinlikle gereklidir. Eski moda cıvatalı kalıpların değiştirilmesi ve hizalanması saatler alır. Modern üniteler pnömatik bağlama ve önceden ısıtılmış kalıp istasyonlarını kullanır. Bu yükseltmeler, operatörlerin boru çaplarını dakikalar içinde değiştirmesine olanak tanır. Tek Dakikada Kalıp Değiştirme (SMED) ilkelerinin uygulanması, üretim planınızın çevik kalmasını sağlar.
Bileşen evrenselliği, felaketle sonuçlanabilecek satıcı bağımlılığı senaryolarını önler. Uluslararası olarak mevcut pnömatik ve elektroniklerin önemini vurgulamalısınız. Hava tüplerinde Festo veya SMC gibi markaları tercih edin. PLC ve HMI bileşenleri için Siemens, Schneider veya Allen-Bradley'i talep edin. Tescilli devre kartları arızalandığında üretim programınızı mahveder. Standartlaştırılmış bileşenler, yerel bakım ekibinizin yedek parçaları yakındaki distribütörlerden anında temin etmesine olanak tanır.
Yaygın Hatalar:
Tescilli PLC şifrelerini kabul etme. Her zaman makinenin programlama mantığına tam açık erişim talep edin.
Bölgesel voltaj dalgalanmalarını göz ardı etmek. Üreticinin yerel şebekenize uygun, sağlam voltaj regülatörleri kurduğundan emin olun.
Soğutma döngüsü sınırlarına bakılıyor. Daha hızlı ısıtmanın, soğutma döngüsü çıkarma işlemini tıkadığı takdirde hiçbir anlamı yoktur.
Başarılı bir kurulum için en büyük tehdit darboğaz riskidir. Ekstruder ve muf ünitesi arasındaki uyumsuz hat hızları, felaket niteliğinde hat yığılmalarına neden olur. Ekstruderiniz sürekli olarak plastiği iter. Soketleme döngüsü çok uzun sürerse borular dağıtım masasına çarpacaktır. Ekstrüzyon ekipmanınızın tam maksimum çıktısını hesaplamanız gerekir. Bu kesin hızları tedarikçinizle paylaşın. Ekstruderinizi biraz geride bırakacak şekilde soğutma ve çıkarma döngülerini tasarlamaları gerekir.
Yazılım el sıkışmaları fabrika ortamındaki karmaşık bir gerçekliği temsil eder. Yeni PLC mantığını mevcut sisteminizdeki eski sistemlerle entegre ediyorsunuz PVC boru üretim hattı . Daha eski ekstrüderler, temel röle mantığını veya güncelliğini kaybetmiş iletişim protokollerini kullanıyor olabilir. Yeni soket ünitesi muhtemelen modern Profinet veya EtherCAT ağlarını kullanıyor. Bu iletişim açığını kusursuz bir şekilde kapatmalısınız. Ekipmanın 'boru hazır', 'hat durdurma' ve 'acil durum durdurma' gibi kritik sinyalleri paylaşması gerekir. Bu sinyallerin haritalandırılmaması, mekanik çarpışmalara ve güvenlik tehlikelerine yol açar.
Alan ve düzen kısıtlamaları sıklıkla alıcıları hazırlıksız yakalar. Yeni makinelerin fiziksel ayak izini erkenden ele almalısınız. Yükseltilmiş otomasyon genellikle daha büyük güvenlik muhafazaları ve daha geniş erişim panelleri gerektirir. Ayrıca otomatik boru dağıtım masalarının gerekliliğini de göz önünde bulundurmalısınız. Bu tablalar boruları kesici ve muf fırını arasında tamponlar. Tedarikçiden kesin bir 2D CAD düzeni talep edin. Yeterli forklift erişimini ve operatör yürüyüş yollarını garanti etmek için bu çizimi gerçek kat planınızın üzerine yerleştirin.
Fabrika Kabul Testi (FAT), hatalı ekipmanlara karşı birincil savunmanız olarak hizmet eder. Gönderiye izin vermeden önce kapsamlı bir video veya şahsen FAT talep etmelisiniz. Tedarikçinin özel boru numunelerinizi incelemesi gerekir. Tam malzeme kalitelerinizi ve duvar kalınlıklarınızı test etmeleri gerekir. Hafif test borularının çalıştırılması hiçbir şeyi kanıtlamaz. Makinenin en ağır, en kalın duvarlı ürünlerinizi birkaç saat boyunca sürekli çalışma altında taşıdığını görmek istiyorsunuz.
Ödeme koşullarının performans kilometre taşları etrafında yapılandırılması, sözleşmeye bağlı hayati önem taşıyan güvenceler sunar. Makine fabrikadan çıkmadan bakiyenin tamamını ödemeyin. Kaldıracı korumak için katı bir dönüm noktası yaklaşımını izleyin:
Peşinat: Mühendislik ve üretim aşamasını başlatmak için %30'u serbest bırakın.
FAT Onayı: Yalnızca başarılı ve belgelenmiş bir Fabrika Kabul Testinden sonra %50'yi serbest bırakın.
SAT Tamamlama: Tesisinizde başarılı bir şekilde devreye alma ve Saha Kabul Testi (SAT) yapılana kadar son %20'yi koruyun.
Son olarak, ilk satın alma siparişinde kapsamlı bir yedek parça anlaşması yapın. Ağır metal bileşenlerin yurt dışına nakliyesi daha sonra haftalar alır ve bir servete mal olur. İki yıllık kritik aşınan parça paketini önceden talep edin. Bu pakette ekstra ısıtma elemanları, pnömatik contalar, standart röleler ve özel sensörler bulunmalıdır. Bu parçaların ilk gün rafınızda bulunması, kritik ilk çalışma yıllarında maksimum çalışma süresini garanti eder.
Doğruyu seçmek plastik boru muflama makinesi, ilk teklifin çok ötesine bakmayı gerektirir. Tedarikçinin gerçek mühendislik derinliğini ve küresel satış sonrası altyapısını değerlendirmelisiniz. Ağırlıklı olarak evrensel bileşenlere, hassas ısıtma teknolojisine ve sağlam yazılım entegrasyon yeteneklerine odaklanın. Bu faktörler gelecekteki üretim istikrarınızı doğrudan belirler.
Seçeneklerinizi stratejik olarak iki veya üç tedarikçiye daraltın. Bu kısa liste mantığını PVC ve HDPE gibi özel malzeme gereksinimlerinize dayandırın. Dahili otomasyon hedeflerinizi ve takım değiştirme ihtiyaçlarınızı değerlendirin. Şeffaf FAT çerçeveleri veya standartlaştırılmış küresel bileşenler sağlayamayan satıcıları ortadan kaldırın.
Kısa listedeki adaylarınızdan ayrıntılı teknik düzenler talep ederek bugün harekete geçin. Tüm pnömatik ve elektronik cihazlar için ayrıntılı marka bileşen listeleri talep edin. Ayrıca bölgenizdeki benzer alıcıların referans kişileri ile konuşmakta ısrar edin. Bu gerçek dünya konuşmaları, makinelerinin ve destek ağlarının gerçek güvenilirliğini ortaya çıkaracaktır.
C: Teslim süreleri genellikle 45 ila 90 gün arasında değişir. Standart makineler genellikle altı hafta içinde gönderilir. Özel ODM yapıları veya karmaşık çoklu fırın konfigürasyonları, özel kalıp işleme ve genişletilmiş yazılım test aşamaları nedeniyle daha uzun sürer.
C: Evet, tedarikçinin Profinet veya Modbus gibi uyumlu PLC protokollerini kullanması koşuluyla sorunsuz bir şekilde entegre olurlar. Uygun yazılım anlaşmalarının sağlanması için ilk mühendislik aşamasında doğru hat hızı verilerini ve aşağı akış sinyal gereksinimlerini sağlamalısınız.
C: Çoğu birinci sınıf üretici, yerinde devreye alma için doğrudan mühendisleri gönderir. Alıcı genellikle seyahat ve konaklama masraflarını karşılar. Alternatif olarak, birçok tedarikçi artık kendi kendine kurulum için kapsamlı video eğitimleri ve uzaktan Artırılmış Gerçeklik (AR) sorun giderme oturumları sağlıyor.
C: Kalıpları ve ısıtma parametrelerini değiştirerek teknik olarak mümkündür. Ancak oldukça verimsizdir. PVC ve HDPE, çok farklı ısıtma eğrileri ve soğuma süreleri gerektirir. Yüksek üretim hızlarını korumak için özel makinelerin kullanılması şiddetle tavsiye edilir.




