
Visualizzazioni: 0 Autore: Editor del sito Orario di pubblicazione: 2026-07-02 Origine: Sito










L’approvvigionamento di beni strumentali comporta una posta in gioco immensa per i gestori degli impianti di produzione. L’approvvigionamento di macchinari all’estero richiede un equilibrio attento e calcolato. È necessario valutare i risparmi sui costi iniziali rispetto ai gravi rischi a lungo termine, come tempi di inattività imprevisti e errori di integrazione. Oggi la Cina domina il mercato globale delle esportazioni di attrezzature per la produzione di tubi in plastica. Troverai enormi centri industriali che producono migliaia di unità all’anno. Tuttavia, le capacità dei fornitori variano notevolmente tra queste zone di produzione. Si va dagli assemblatori di apparecchiature di base agli ingegneri dell'automazione di primo livello che costruiscono sistemi complessi e altamente sincronizzati. Questa guida suddivide i principali produttori in base a criteri verificabili e oggettivi. Valutiamo rigorosamente rigorose certificazioni di settore, capacità di integrazione nel mondo reale e reti globali di supporto post-vendita. Continua a leggere per scoprire le strutture utilizzabili per valutare correttamente questi fornitori. Imparerai come selezionare con sicurezza quelli giusti fornitore di macchine campanatrici cinesi per la tua struttura.
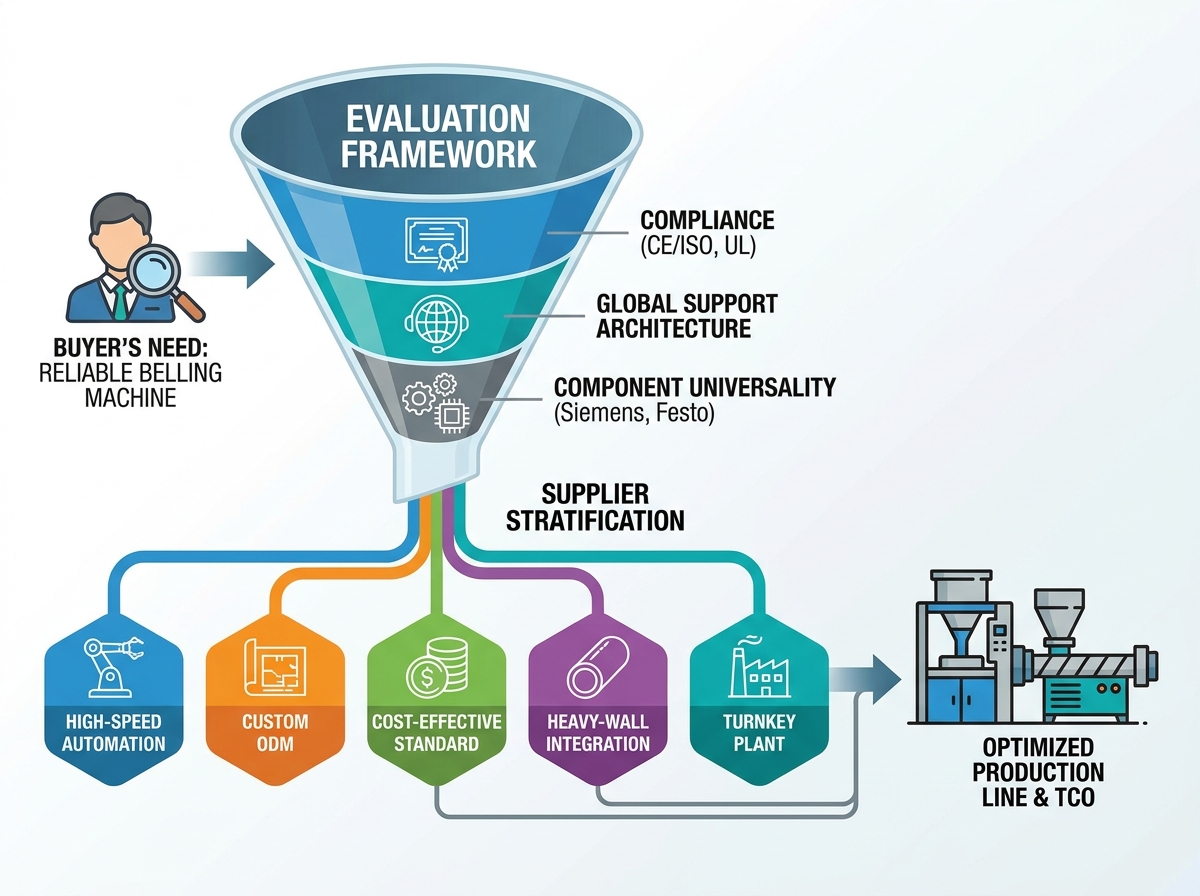
Stratificazione dei fornitori: i primi 5 produttori sono classificati in base ai loro punti di forza specifici, dall'automazione ad alta velocità alla personalizzazione ODM economicamente vantaggiosa.
L'integrazione è fondamentale: una macchina autonoma è inutile se crea colli di bottiglia alla linea di produzione esistente di tubi in PVC. Le funzionalità di sincronizzazione separano i fornitori di primo livello da quelli di secondo livello.
Base di valutazione: evitare i fornitori che non sono in grado di fornire un quadro trasparente di Factory Acceptance Test (FAT) e pezzi di ricambio globali standardizzati (ad esempio, Siemens, PLC).
Per definire un progetto di procurement di successo è necessario inquadrare chiaramente i problemi aziendali. I gestori delle strutture spesso si fissano sulla velocità della macchina. Tuttavia, il vero successo dipende dall’efficacia complessiva delle apparecchiature (OEE). Desideri tassi di scarto minimi durante il processo di presa. È inoltre necessaria un'integrazione perfetta della linea. Un’unità scarsamente integrata provoca blocchi a monte e obbliga a costosi interventi manuali.
La conformità e le certificazioni costituiscono la base assoluta per qualsiasi valutazione seria. Dovresti richiedere immediatamente le certificazioni standard CE e ISO. Questi documenti dimostrano la competenza di produzione di base e la conformità alla sicurezza. Tuttavia, gli acquirenti nordamericani devono spingere di più. È necessario sottolineare l'esigenza fondamentale di conformità UL o CSA. L’esportazione di quadri elettrici non certificati in queste regioni garantisce ritardi nell’installazione e gravi sanzioni normative.
L'architettura di supporto globale separa i produttori premium dagli assemblatori standard. Molti fornitori affermano di offrire supporto in tutto il mondo. È necessario distinguere tra i fornitori che si affidano ad appaltatori terzi indipendenti e quelli che gestiscono hub regionali diretti. Gli hub diretti garantiscono una spedizione più rapida dei ricambi e una formazione garantita dei tecnici. Inoltre, solide capacità di diagnostica remota non sono negoziabili. I migliori ingegneri dovrebbero risolvere i problemi della logica del PLC da remoto prima di inviare personale.
Il grafico di confronto dell'architettura di supporto dei fornitori riportato di seguito evidenzia le differenze critiche tra i livelli di supporto dei fornitori.
Livello di supporto |
Modello di servizio sul campo |
Capacità diagnostica |
Disponibilità delle parti |
|---|---|---|---|
Livello 1 (Premium) |
Hub di servizi regionali diretti |
Accesso PLC remoto in tempo reale |
Stoccaggio magazzino locale |
Livello 2 (standard) |
Agenzie terze certificate |
Risoluzione dei problemi relativi alle videochiamate |
Trasporto aereo espresso dalla Cina |
Livello 3 (Base) |
Tecnici che arrivano all'estero |
Corrispondenza e-mail/WeChat |
Ritardi di spedizione standard |
Migliore pratica: richiedere sempre le informazioni di contatto diretto del responsabile del servizio regionale prima di finalizzare l'ordine di acquisto.
Abbiamo delineato cinque distinti archetipi di produzione che rappresentano gli attuali leader di mercato. Ci siamo concentrati esclusivamente sulle capacità ingegneristiche verificate piuttosto che sulle affermazioni di marketing.
Questo produttore è fortemente specializzato in tutto tecnologia delle macchine campanatrici automatiche . I loro team di ingegneri si concentrano sull'eliminazione totale dei punti di contatto dell'operatore. Integrano la consegna automatizzata dei tubi, il riscaldamento di precisione e lo scarico robotizzato in un'unica sequenza continua. I produttori di tubazioni municipali su larga scala traggono enormi vantaggi da questo progetto. Queste strutture richiedono interventi senza operatori per mantenere margini di profitto rigorosi. I servomotori ad alta velocità garantiscono un posizionamento esatto e riducono drasticamente i tempi di ciclo.
Alcuni progetti richiedono profili di utensili altamente specifici. Questo fornitore offre una flessibilità senza pari nella progettazione di stampi per profili di tubi non standard. Gli acquirenti che necessitano di soluzioni di prese su misura per progetti di giunti unici dovrebbero dare priorità a questo fornitore. Utilizzano centri di lavoro CNC avanzati per intagliare rapidamente stampi personalizzati. Il loro dipartimento di ingegneria collabora direttamente con il tuo team. Elaborano modelli CAD precisi per garantire che la presa finale corrisponda perfettamente agli anelli di tenuta proprietari.
L'ingegneria snella guida il vantaggio competitivo di questo produttore. Forniscono estrema affidabilità per prese standard di tipo U e tipo R senza inutili oneri software. I produttori di medie dimensioni che cercano un'implementazione rapida spesso scelgono questo standard Macchina per incassare tubi in PVC . L'attrezzatura utilizza movimenti meccanici robusti e semplificati. Questo approccio riduce al minimo i costi di manutenzione e riduce i tempi di formazione dell'operatore. Fornisce un eccellente equilibrio tra robustezza, durata e convenienza iniziale.
Le poliolefine a pareti spesse richiedono una massiccia gestione dell'energia termica. Questo produttore costruisce unità dotate di eccezionali capacità di riscaldamento e raffreddamento. Progettano forni specializzati per penetrare uniformemente nelle pareti di plastica densa. Questa funzionalità garantisce una sincronizzazione continua con un throughput elevato Linea di estrusione di tubi in HDPE . I rivestimenti avanzati di raffreddamento ad acqua stabilizzano rapidamente la forma dell'invasatura prima dell'espulsione. Questa rapida stabilizzazione previene il restringimento e garantisce la precisione dimensionale su tubi del gas e dell'acqua di grande diametro.
Gli aggiornamenti delle strutture spesso richiedono fornitori di macchinari end-to-end. Questo fornitore fornisce e fornisce assistenza a interi stabilimenti di produzione senza soluzione di continuità. Gli acquirenti che intendono aggiornare la propria infrastruttura completa preferiscono fortemente un unico punto di contatto per la garanzia. Gestiscono le fasi di estrusore, raffreddamento a valle, trasporto, taglio e bicchieratura. La loro rete interna collega ogni macchina tramite un protocollo di controllo unificato. Questo approccio olistico elimina i punti ciechi dell'integrazione e garantisce un reporting dei dati sincronizzato in tutto lo stabilimento.
La precisione del riscaldamento determina fortemente la qualità finale di un raccordo per tubo. È necessario valutare rigorosamente l'architettura del forno. I sistemi a doppio forno o avanzati di riscaldamento a infrarossi prevengono efficacemente la deformazione del tubo. Applicano l'energia termica in modo uniforme su tutta la circonferenza del tubo. Il riscaldamento irregolare provoca la deformazione della plastica durante la fase di espansione. Questa deformazione aumenta drasticamente il tasso di scarto. I sistemi a infrarossi penetrano rapidamente nella matrice polimerica. Riducono i tempi complessivi di riscaldamento e proteggono la superficie del tubo da bruciature.
Dovresti anche misurare l'efficienza di una macchina in base al tempo di cambio degli utensili. I sistemi di cambio rapido sono assolutamente essenziali per le strutture multi-SKU. Gli stampi imbullonati vecchio stile richiedono ore per essere scambiati e allineati. Le unità moderne utilizzano stazioni di bloccaggio pneumatico e stampi preriscaldati. Questi aggiornamenti consentono agli operatori di cambiare diametro dei tubi in pochi minuti. L'implementazione dei principi SMED (Single-Minute Exchange of Die) mantiene agile il programma di produzione.
L'universalità dei componenti previene scenari disastrosi di blocco del fornitore. È necessario sottolineare l'importanza della pneumatica e dell'elettronica disponibili a livello internazionale. Insistere su marchi come Festo o SMC per i cilindri pneumatici. Richiedete Siemens, Schneider o Allen-Bradley per componenti PLC e HMI. I circuiti stampati proprietari rovineranno il tuo programma di produzione quando falliscono. I componenti standardizzati consentono al team di manutenzione locale di reperire immediatamente i ricambi dai distributori vicini.
Errori comuni:
Accettazione di password PLC proprietarie. Richiedi sempre un accesso completamente aperto alla logica di programmazione della macchina.
Ignorando le fluttuazioni di tensione regionali. Assicurati che il produttore installi robusti regolatori di tensione su misura per la tua rete locale.
Trascurare i limiti del ciclo di raffreddamento. Un riscaldamento più rapido non significa nulla se il ciclo di raffreddamento ostacola il processo di espulsione.
Il rischio di collo di bottiglia rappresenta la minaccia più grande per un'installazione riuscita. Velocità di linea non corrispondenti tra l'estrusore e l'unità bicchieratrice causano catastrofici accumuli di linea. Il tuo estrusore spinge la plastica continuamente. Se il ciclo di bicchieratura dura troppo a lungo, i tubi andranno a sbattere contro il tavolo di consegna. È necessario calcolare la potenza massima esatta della vostra attrezzatura di estrusione. Condividi queste velocità esatte con il tuo fornitore. Devono progettare i cicli di raffreddamento ed espulsione per superare leggermente il tuo estrusore.
Gli handshake software rappresentano una realtà complessa in fabbrica. Stai integrando la nuova logica PLC con i sistemi legacy sul tuo attuale Linea di produzione di tubi in PVC . Gli estrusori più vecchi potrebbero utilizzare una logica di relè di base o protocolli di comunicazione obsoleti. La nuova unità socketing probabilmente utilizza le moderne reti Profinet o EtherCAT. È necessario colmare questo divario comunicativo in modo impeccabile. L'apparecchiatura deve condividere segnali critici come 'tubo pronto', 'arresto linea' e 'arresto di emergenza'. La mancata mappatura di questi segnali porta a collisioni meccaniche e rischi per la sicurezza.
I vincoli di spazio e layout spesso colgono di sorpresa gli acquirenti. È necessario affrontare tempestivamente l'ingombro fisico dei nuovi macchinari. L'automazione aggiornata spesso richiede recinzioni di sicurezza più grandi e pannelli di accesso più ampi. Inoltre, è necessario considerare la necessità di tavoli automatizzati per la consegna dei tubi. Questi tavoli tamponano i tubi tra la taglierina e il forno di bicchieratura. Richiedi al fornitore un layout CAD 2D preciso. Sovrapponi questo disegno alla tua planimetria reale per garantire un accesso adeguato al carrello elevatore e alle passerelle degli operatori.
Il Factory Acceptance Test (FAT) funge da difesa primaria contro apparecchiature difettose. È necessario richiedere un video completo o un FAT di persona prima di autorizzare la spedizione. Il fornitore deve analizzare i campioni di tubi specifici. Devono testare i tuoi esatti gradi di materiale e gli spessori delle pareti. L'utilizzo di tubi di prova leggeri non dimostra nulla. Vuoi vedere la macchina gestire i tuoi prodotti più pesanti e con pareti più spesse in funzionamento continuo per diverse ore.
La strutturazione dei termini di pagamento in base ai traguardi prestazionali offre garanzie contrattuali fondamentali. Non pagare l'intero saldo prima che la macchina lasci la fabbrica. Seguire un approccio rigoroso per mantenere la leva finanziaria:
Acconto: rilasciare il 30% per avviare la fase di ingegneria e produzione.
Approvazione FAT: rilascio del 50% solo dopo un test di accettazione in fabbrica riuscito e documentato.
Completamento SAT: trattenete l'ultimo 20% fino al successo della messa in servizio e del test di accettazione in loco (SAT) presso la vostra struttura.
Infine, negozia un accordo completo sui pezzi di ricambio nell'ordine di acquisto iniziale. La spedizione successiva di componenti in metallo pesante all'estero richiede settimane e costa una fortuna. Richiedi in anticipo un pacchetto di parti soggette ad usura critiche della durata di due anni. Questo pacchetto dovrebbe includere elementi riscaldanti aggiuntivi, guarnizioni pneumatiche, relè standard e sensori specializzati. Avere queste parti sullo scaffale fin dal primo giorno garantisce la massima operatività durante i primi anni critici di funzionamento.
Selezionando il diritto La bicchieratrice per tubi di plastica richiede di guardare ben oltre il preventivo iniziale. È necessario valutare la reale profondità ingegneristica del fornitore e l'infrastruttura post-vendita globale. Concentrarsi fortemente su componenti universali, tecnologia di riscaldamento precisa e robuste capacità di integrazione software. Questi fattori determinano direttamente la futura stabilità della produzione.
Restringi strategicamente le tue opzioni a due o tre fornitori. Basa questa logica di selezione sui tuoi requisiti di materiale specifici, come PVC rispetto a HDPE. Valuta i tuoi obiettivi di automazione interna e le esigenze di cambio degli strumenti. Eliminare i fornitori che non possono fornire strutture FAT trasparenti o componenti globali standardizzati.
Agisci oggi richiedendo layout tecnici dettagliati ai candidati selezionati. Richiedi elenchi dettagliati dei componenti di marca per tutta la pneumatica e l'elettronica. Inoltre, insisti nel parlare con contatti di riferimento di acquirenti simili nella tua regione. Queste conversazioni nel mondo reale riveleranno la vera affidabilità dei loro macchinari e delle reti di supporto.
R: I tempi di consegna variano generalmente da 45 a 90 giorni. Le macchine standard vengono spesso spedite entro sei settimane. Le costruzioni ODM personalizzate o le complesse configurazioni multi-forno richiedono più tempo a causa della lavorazione degli stampi su misura e delle fasi estese di test del software.
R: Sì, si integrano perfettamente a condizione che il fornitore utilizzi protocolli PLC compatibili come Profinet o Modbus. È necessario fornire dati accurati sulla velocità della linea e requisiti del segnale downstream durante la fase di progettazione iniziale per garantire un corretto handshake del software.
R: La maggior parte dei produttori premium invia ingegneri direttamente per la messa in servizio in loco. Solitamente l'acquirente copre le spese di viaggio e alloggio. In alternativa, molti fornitori ora forniscono tutorial video completi e sessioni remote di risoluzione dei problemi di Realtà Aumentata (AR) per l'autoinstallazione.
R: Tecnicamente è possibile modificando gli stampi e i parametri di riscaldamento. Tuttavia, è altamente inefficiente. PVC e HDPE richiedono curve di riscaldamento e tempi di raffreddamento molto diversi. Si consiglia vivamente di utilizzare macchine dedicate per mantenere elevate velocità di produzione.




