
Aufrufe: 0 Autor: Site-Editor Veröffentlichungszeit: 02.07.2026 Herkunft: Website










Die Beschaffung von Investitionsgütern birgt für die Manager von Produktionsanlagen enorme Risiken. Die Beschaffung von Maschinen im Ausland erfordert eine sorgfältige und kalkulierte Abwägung. Sie müssen die anfänglichen Kosteneinsparungen gegen schwerwiegende langfristige Risiken wie unerwartete Ausfallzeiten und Integrationsfehler abwägen. China dominiert heute den globalen Exportmarkt für Anlagen zur Herstellung von Kunststoffrohren. Sie werden riesige Industriezentren finden, die jährlich Tausende von Einheiten produzieren. Allerdings variieren die Fähigkeiten der Lieferanten in diesen Produktionszonen stark. Sie reichen von Grundausrüstungsmonteuren bis hin zu erstklassigen Automatisierungsingenieuren, die komplexe, hochsynchronisierte Systeme bauen. Dieser Leitfaden schlüsselt die Top-Hersteller anhand nachprüfbarer, objektiver Kriterien auf. Wir bewerten strenge Branchenzertifizierungen, reale Integrationsfähigkeiten und globale After-Sales-Support-Netzwerke streng. Lesen Sie weiter, um umsetzbare Frameworks zur ordnungsgemäßen Bewertung dieser Anbieter zu entdecken. Sie erfahren, wie Sie souverän die Richtigen in die engere Wahl ziehen Lieferant von Belling-Maschinen aus China für Ihre Einrichtung.
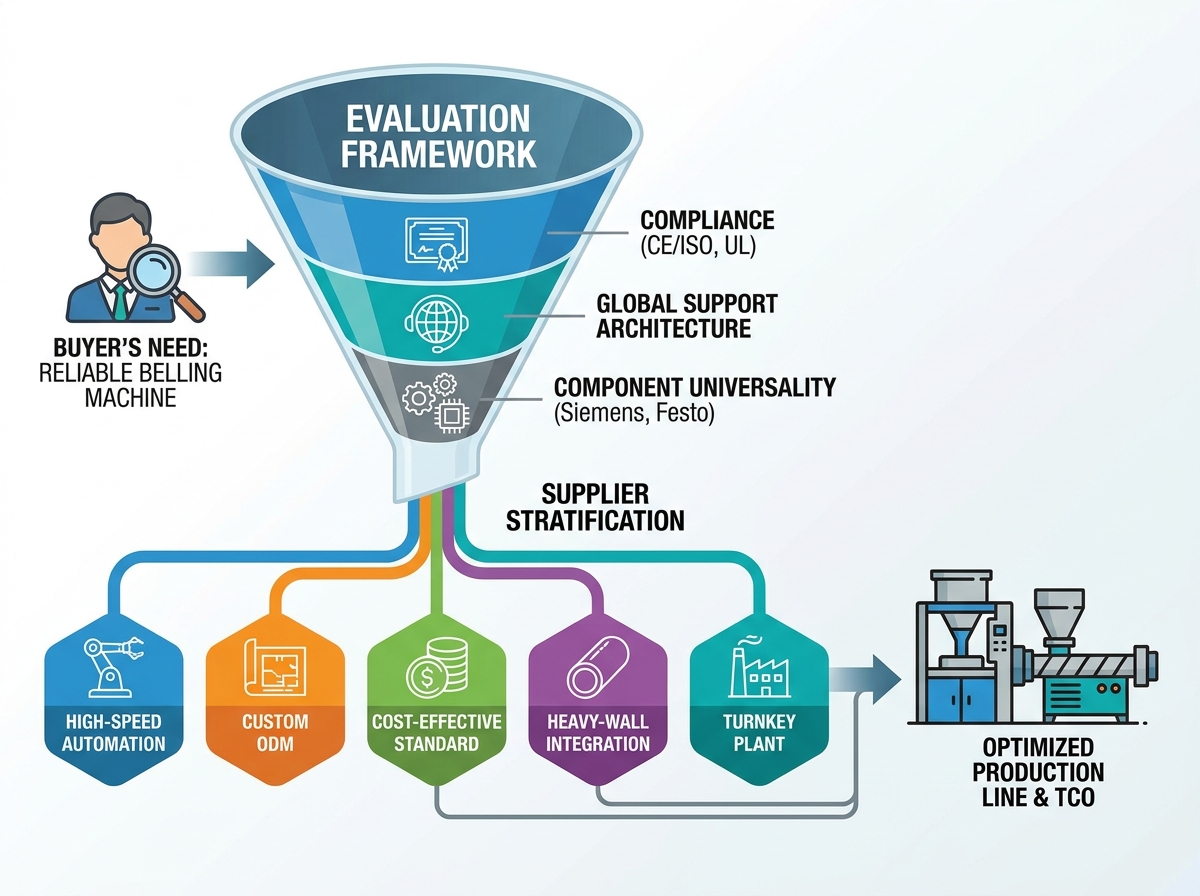
Lieferantenschichtung: Die Top-5-Hersteller werden nach ihren spezifischen Stärken kategorisiert – von Hochgeschwindigkeitsautomatisierung bis hin zu kosteneffizienter ODM-Anpassung.
Integration ist entscheidend: Eine eigenständige Maschine ist nutzlos, wenn sie einen Engpass in Ihrer bestehenden Produktionslinie für PVC-Rohre verursacht. Synchronisierungsfunktionen trennen Tier-1-Lieferanten von Tier-2-Lieferanten.
Bewertungsgrundlage: Vermeiden Sie Lieferanten, die keinen transparenten Factory Acceptance Test (FAT)-Rahmen und keine standardisierten (z. B. Siemens, PLC) globalen Ersatzteile bereitstellen können.
Um ein erfolgreiches Beschaffungsprojekt zu definieren, ist eine klare Formulierung des Geschäftsproblems erforderlich. Facility Manager konzentrieren sich oft auf die reine Maschinengeschwindigkeit. Der wahre Erfolg hängt jedoch von der Overall Equipment Effectiveness (OEE) ab. Sie wünschen sich minimale Ausschussraten während des Sockelprozesses. Sie benötigen außerdem eine nahtlose Linienintegration. Eine schlecht integrierte Einheit verursacht vorgelagerte Blockaden und erfordert kostspielige manuelle Eingriffe.
Compliance und Zertifizierungen bilden die absolute Grundlage für jede seriöse Bewertung. Sie sollten sofort Standard-CE- und ISO-Zertifizierungen benötigen. Diese Dokumente belegen die grundlegende Fertigungskompetenz und die Einhaltung der Sicherheitsvorschriften. Allerdings müssen nordamerikanische Käufer stärker Druck ausüben. Sie müssen die entscheidende Notwendigkeit der UL- oder CSA-Konformität hervorheben. Der Export nicht zertifizierter Schalttafeln in diese Regionen garantiert Installationsverzögerungen und hohe Bußgelder.
Die globale Support-Architektur trennt Premium-Hersteller von Standard-Monteuren. Viele Anbieter behaupten, weltweiten Support anzubieten. Sie müssen zwischen Lieferanten, die auf unabhängige Drittanbieter angewiesen sind, und solchen, die direkte regionale Hubs betreiben, unterscheiden. Direkte Hubs sorgen für einen schnelleren Teileversand und eine garantierte Technikerschulung. Darüber hinaus sind robuste Ferndiagnosefunktionen nicht verhandelbar. Top-Ingenieure sollten die Fehler in Ihrer SPS-Logik aus der Ferne beheben, bevor sie Personal entsenden.
Die nachstehende Vergleichstabelle der Anbieter-Support-Architektur verdeutlicht die entscheidenden Unterschiede zwischen den Anbieter-Support-Stufen.
Support-Stufe |
Außendienstmodell |
Diagnosefähigkeit |
Teileverfügbarkeit |
|---|---|---|---|
Stufe 1 (Premium) |
Direkte regionale Service-Hubs |
Echtzeit-Fernzugriff auf die SPS |
Lokale Lagerbestückung |
Stufe 2 (Standard) |
Zertifizierte Drittagenturen |
Fehlerbehebung bei Videoanrufen |
Express-Luftfracht aus China |
Stufe 3 (Grundlegend) |
Fliegen Sie Techniker aus dem Ausland ein |
E-Mail-/WeChat-Korrespondenz |
Standardversandverzögerungen |
Best Practice: Erfragen Sie stets die direkten Kontaktinformationen des regionalen Serviceleiters, bevor Sie Ihre Bestellung abschließen.
Wir haben fünf verschiedene Fertigungsarchetypen vorgestellt, die die aktuellen Marktführer repräsentieren. Wir haben uns ausschließlich auf verifizierte technische Fähigkeiten konzentriert und nicht auf Marketingaussagen.
Dieser Hersteller ist stark auf Fully spezialisiert automatische Glockenmaschinentechnologie . Ihre Entwicklungsteams konzentrieren sich auf die vollständige Eliminierung von Bedienerkontaktpunkten. Sie integrieren die automatische Rohrzustellung, Präzisionserwärmung und Roboterentladung in einer einzigen kontinuierlichen Sequenz. Große kommunale Rohrleitungshersteller profitieren enorm von dieser Konstruktion. Um strenge Gewinnmargen einzuhalten, erfordern diese Einrichtungen keinerlei Eingriffe durch den Bediener. Hochgeschwindigkeits-Servomotoren sorgen für eine exakte Positionierung und verkürzen die Zykluszeiten drastisch.
Einige Projekte erfordern hochspezifische Werkzeugprofile. Dieser Lieferant bietet unübertroffene Flexibilität beim Formendesign für nicht standardmäßige Rohrprofile. Käufer, die maßgeschneiderte Muffenlösungen für einzigartige Verbindungsdesigns benötigen, sollten diesem Anbieter den Vorzug geben. Sie nutzen fortschrittliche CNC-Bearbeitungszentren, um schnell individuelle Formen zu fertigen. Ihre technische Abteilung arbeitet direkt mit Ihrem Team zusammen. Sie entwerfen präzise CAD-Modelle, um sicherzustellen, dass die endgültige Fassung perfekt zu Ihren proprietären Dichtungsringen passt.
Lean Engineering verschafft diesem Hersteller einen Wettbewerbsvorteil. Sie bieten extreme Zuverlässigkeit für Standard-U-Typ- und R-Typ-Buchsen ohne unnötigen Softwareaufwand. Mittelständische Hersteller, die eine schnelle Bereitstellung wünschen, entscheiden sich häufig für diesen Standard PVC-Rohrmuffenmaschine . Das Gerät verwendet robuste, vereinfachte mechanische Bewegungen. Dieser Ansatz minimiert den Wartungsaufwand und verkürzt die Schulungszeit des Bedieners. Es bietet eine hervorragende Balance zwischen robuster Haltbarkeit und Erschwinglichkeit.
Dickwandige Polyolefine erfordern ein umfangreiches thermisches Energiemanagement. Dieser Hersteller baut Geräte mit außergewöhnlicher Heiz- und Kühlleistung. Sie entwickeln spezielle Öfen, um dichte Kunststoffwände gleichmäßig zu durchdringen. Diese Fähigkeit gewährleistet eine nahtlose Synchronisierung mit hohem Durchsatz Extrusionslinie für HDPE-Rohre . Fortschrittliche Wasserkühlungsmäntel stabilisieren die Sockelform schnell vor dem Auswerfen. Diese schnelle Stabilisierung verhindert ein Schrumpfen und garantiert Maßhaltigkeit bei Gas- und Wasserleitungen mit großem Durchmesser.
Für die Modernisierung von Anlagen sind häufig Komplettanbieter von Maschinen erforderlich. Dieser Anbieter beliefert und wartet komplette Produktionsanlagen nahtlos. Käufer, die ihre komplette Infrastruktur aufrüsten, bevorzugen unbedingt einen einzigen Ansprechpartner für die Garantie. Sie kümmern sich um den Extruder, die nachgeschalteten Kühl-, Abzugs-, Schneid- und Glockenstufen. Ihr internes Netzwerk verbindet jede Maschine über ein einheitliches Steuerungsprotokoll. Dieser ganzheitliche Ansatz beseitigt blinde Flecken bei der Integration und gewährleistet eine synchronisierte Datenberichterstattung in der gesamten Fabrikhalle.
Die Präzision der Erwärmung bestimmt maßgeblich die endgültige Qualität einer Rohrmuffe. Sie müssen die Ofenarchitektur sorgfältig bewerten. Doppelöfen oder fortschrittliche Infrarot-Heizsysteme verhindern effizient Rohrverformungen. Sie tragen die Wärmeenergie gleichmäßig über den Rohrumfang auf. Durch ungleichmäßige Erwärmung verzieht sich der Kunststoff während der Expansionsphase. Dieses Verziehen erhöht Ihre Ausschussquote drastisch. Infrarotsysteme dringen schnell in die Polymermatrix ein. Sie verkürzen die Gesamtaufheizzeiten und schützen die Rohroberfläche vor Anbrennen.
Sie sollten die Effizienz einer Maschine auch an der Werkzeugwechselzeit messen. Schnellwechselsysteme sind für Multi-SKU-Anlagen unbedingt erforderlich. Es dauert Stunden, altmodische verschraubte Formen auszutauschen und auszurichten. Moderne Anlagen nutzen pneumatisches Spannen und vorgeheizte Formstationen. Diese Upgrades ermöglichen es den Betreibern, den Rohrdurchmesser innerhalb von Minuten zu ändern. Durch die Implementierung des Single-Minute-Exchange-of-Die-Prinzips (SMED) bleibt Ihr Produktionsplan flexibel.
Die Universalität der Komponenten verhindert katastrophale Anbieterbindungsszenarien. Sie müssen die Bedeutung der international verfügbaren Pneumatik und Elektronik hervorheben. Bestehen Sie bei Luftzylindern auf Marken wie Festo oder SMC. Fordern Sie Siemens, Schneider oder Allen-Bradley für SPS- und HMI-Komponenten. Wenn proprietäre Leiterplatten ausfallen, wird Ihr Produktionsplan ruiniert. Standardisierte Komponenten ermöglichen Ihrem lokalen Wartungsteam die sofortige Beschaffung von Ersatzteilen bei nahegelegenen Händlern.
Häufige Fehler:
Akzeptieren proprietärer SPS-Passwörter. Fordern Sie stets uneingeschränkten Zugriff auf die Programmierlogik der Maschine.
Ignorieren regionaler Spannungsschwankungen. Stellen Sie sicher, dass der Hersteller robuste Spannungsregler installiert, die auf Ihr lokales Stromnetz zugeschnitten sind.
Die Grenzen des Kühlzyklus werden außer Acht gelassen. Eine schnellere Erwärmung bedeutet nichts, wenn der Kühlzyklus den Auswurfvorgang behindert.
Das Engpassrisiko stellt die größte Gefahr für eine erfolgreiche Installation dar. Nicht übereinstimmende Liniengeschwindigkeiten zwischen dem Extruder und der Belling-Einheit führen zu katastrophalen Linienstaus. Ihr Extruder drückt kontinuierlich Kunststoff. Wenn der Muffenzyklus zu lange dauert, stoßen die Rohre gegen den Zustelltisch. Sie müssen die genaue maximale Leistung Ihrer Extrusionsanlage berechnen. Teilen Sie Ihrem Lieferanten genau diese Geschwindigkeiten mit. Sie müssen die Kühl- und Auswurfzyklen so konstruieren, dass sie etwas schneller sind als Ihr Extruder.
Software-Handshakes stellen in der Fabrikhalle eine komplexe Realität dar. Sie integrieren neue SPS-Logik in bestehende Systeme Ihres aktuellen Systems Produktionslinie für PVC-Rohre . Ältere Extruder verwenden möglicherweise eine grundlegende Relaislogik oder veraltete Kommunikationsprotokolle. Die neue Socketing-Einheit nutzt voraussichtlich moderne Profinet- oder EtherCAT-Netzwerke. Diese Kommunikationslücke müssen Sie einwandfrei überbrücken. Die Ausrüstung muss kritische Signale wie „Rohr bereit“, „Leitungsstopp“ und „Nothalt“ gemeinsam nutzen. Wenn diese Signale nicht zugeordnet werden, führt dies zu mechanischen Kollisionen und Sicherheitsrisiken.
Platz- und Layoutbeschränkungen überraschen Käufer häufig. Sie müssen sich frühzeitig mit dem physischen Platzbedarf der neuen Maschinen befassen. Eine verbesserte Automatisierung erfordert oft größere Sicherheitsgehäuse und breitere Zugangsklappen. Darüber hinaus müssen Sie die Notwendigkeit automatisierter Rohrliefertische berücksichtigen. Diese Tische puffern die Rohre zwischen der Schneidmaschine und dem Glockenofen. Fordern Sie beim Lieferanten ein präzises 2D-CAD-Layout an. Überlagern Sie diese Zeichnung mit Ihrem tatsächlichen Grundriss, um einen ausreichenden Zugang für Gabelstapler und Bedienerwege zu gewährleisten.
Der Factory Acceptance Test (FAT) dient als Ihre primäre Verteidigung gegen fehlerhafte Geräte. Sie müssen eine umfassende Video- oder persönliche FAT anfordern, bevor Sie den Versand genehmigen. Der Lieferant muss Ihre spezifischen Rohrproben durchführen. Sie müssen Ihre genauen Materialqualitäten und Wandstärken testen. Der Betrieb von leichten Testrohren beweist nichts. Sie möchten, dass die Maschine Ihre schwersten und dickwandigsten Produkte mehrere Stunden lang im Dauerbetrieb verarbeitet.
Die Strukturierung der Zahlungsbedingungen nach Leistungsmeilensteinen bietet wichtige vertragliche Garantien. Bezahlen Sie nicht den gesamten Restbetrag, bevor die Maschine das Werk verlässt. Befolgen Sie einen strikten Meilensteinansatz, um die Hebelwirkung aufrechtzuerhalten:
Anzahlung: Geben Sie 30 % frei, um die Engineering- und Fertigungsphase einzuleiten.
FAT-Genehmigung: Geben Sie 50 % erst nach einem erfolgreichen und dokumentierten Werksabnahmetest frei.
SAT-Abschluss: Behalten Sie die letzten 20 % bis zur erfolgreichen Inbetriebnahme und dem Site Acceptance Test (SAT) in Ihrer Einrichtung.
Verhandeln Sie abschließend einen umfassenden Ersatzteilvertrag in der Erstbestellung. Der spätere Versand von Schwermetallkomponenten ins Ausland dauert Wochen und kostet ein Vermögen. Fordern Sie im Voraus ein zweijähriges Paket mit wichtigen Verschleißteilen an. Dieses Paket sollte zusätzliche Heizelemente, pneumatische Dichtungen, Standardrelais und spezielle Sensoren enthalten. Wenn Sie diese Teile vom ersten Tag an in Ihrem Regal haben, ist eine maximale Betriebszeit in den kritischen ersten Betriebsjahren gewährleistet.
Das Richtige auswählen Um eine Kunststoffrohr-Bördelmaschine zu finden, muss man weit über den ursprünglichen Kostenvoranschlag hinausschauen. Sie müssen die tatsächliche technische Tiefe und die globale After-Sales-Infrastruktur des Lieferanten beurteilen. Konzentrieren Sie sich stark auf universelle Komponenten, präzise Heiztechnologie und robuste Software-Integrationsfunktionen. Diese Faktoren bestimmen direkt Ihre zukünftige Produktionsstabilität.
Grenzen Sie Ihre Optionen strategisch auf zwei oder drei Lieferanten ein. Basieren Sie diese Auswahllogik auf Ihren spezifischen Materialanforderungen, z. B. PVC vs. HDPE. Bewerten Sie Ihre internen Automatisierungsziele und Ihren Werkzeugwechselbedarf. Eliminieren Sie Anbieter, die keine transparenten FAT-Frameworks oder standardisierten globalen Komponenten bereitstellen können.
Werden Sie noch heute aktiv, indem Sie von Ihren ausgewählten Kandidaten detaillierte technische Layouts anfordern. Fordern Sie detaillierte Markenkomponentenlisten für die gesamte Pneumatik und Elektronik an. Bestehen Sie außerdem darauf, mit Referenzkontakten ähnlicher Käufer in Ihrer Region zu sprechen. Diese realen Gespräche werden die wahre Zuverlässigkeit ihrer Maschinen und Supportnetzwerke offenbaren.
A: Die Lieferzeiten liegen in der Regel zwischen 45 und 90 Tagen. Standardmaschinen werden oft innerhalb von sechs Wochen ausgeliefert. Benutzerdefinierte ODM-Builds oder komplexe Konfigurationen mit mehreren Öfen dauern aufgrund der maßgeschneiderten Formbearbeitung und längeren Softwaretestphasen länger.
A: Ja, sie lassen sich reibungslos integrieren, sofern der Lieferant kompatible SPS-Protokolle wie Profinet oder Modbus verwendet. Sie müssen während der ersten Entwicklungsphase genaue Daten zur Leitungsgeschwindigkeit und Downstream-Signalanforderungen bereitstellen, um ordnungsgemäße Software-Handshakes sicherzustellen.
A: Die meisten Premiumhersteller entsenden Techniker direkt zur Inbetriebnahme vor Ort. Der Käufer trägt in der Regel Reise- und Übernachtungskosten. Alternativ bieten viele Anbieter mittlerweile umfassende Video-Tutorials und Remote-Augmented Reality (AR)-Fehlerbehebungssitzungen zur Selbstinstallation an.
A: Dies ist technisch möglich, indem Formen und Heizparameter geändert werden. Es ist jedoch äußerst ineffizient. PVC und HDPE erfordern sehr unterschiedliche Heizkurven und Abkühlzeiten. Um hohe Produktionsgeschwindigkeiten aufrechtzuerhalten, werden spezielle Maschinen dringend empfohlen.




