
Wyświetlenia: 0 Autor: Edytor witryny Czas publikacji: 2026-07-02 Pochodzenie: Strona










Zakupy wyposażenia kapitałowego wiążą się z ogromnymi wyzwaniami dla kierowników zakładów produkcyjnych. Zaopatrywanie się w maszyny za granicą wymaga ostrożnej, wykalkulowanej równowagi. Należy porównać początkowe oszczędności z poważnymi długoterminowymi zagrożeniami, takimi jak nieoczekiwane przestoje i błędy integracji. Chiny dominują obecnie na światowym rynku eksportowym sprzętu do produkcji rur z tworzyw sztucznych. Znajdziesz tu ogromne centra przemysłowe produkujące tysiące jednostek rocznie. Jednakże możliwości dostawców znacznie się różnią w poszczególnych strefach produkcyjnych. Są to zarówno monterzy podstawowego sprzętu, jak i inżynierowie automatycy pierwszego stopnia, którzy budują złożone, wysoce zsynchronizowane systemy. W tym przewodniku sklasyfikowano najlepszych producentów w oparciu o sprawdzalne, obiektywne kryteria. Rygorystycznie oceniamy rygorystyczne certyfikaty branżowe, możliwości integracji w świecie rzeczywistym i globalne sieci wsparcia posprzedażnego. Czytaj dalej, aby odkryć praktyczne ramy umożliwiające właściwą ocenę tych dostawców. Dowiesz się, jak pewnie wybrać właściwą listę dostawca chińskich maszyn do dzwonków dla Twojego obiektu.
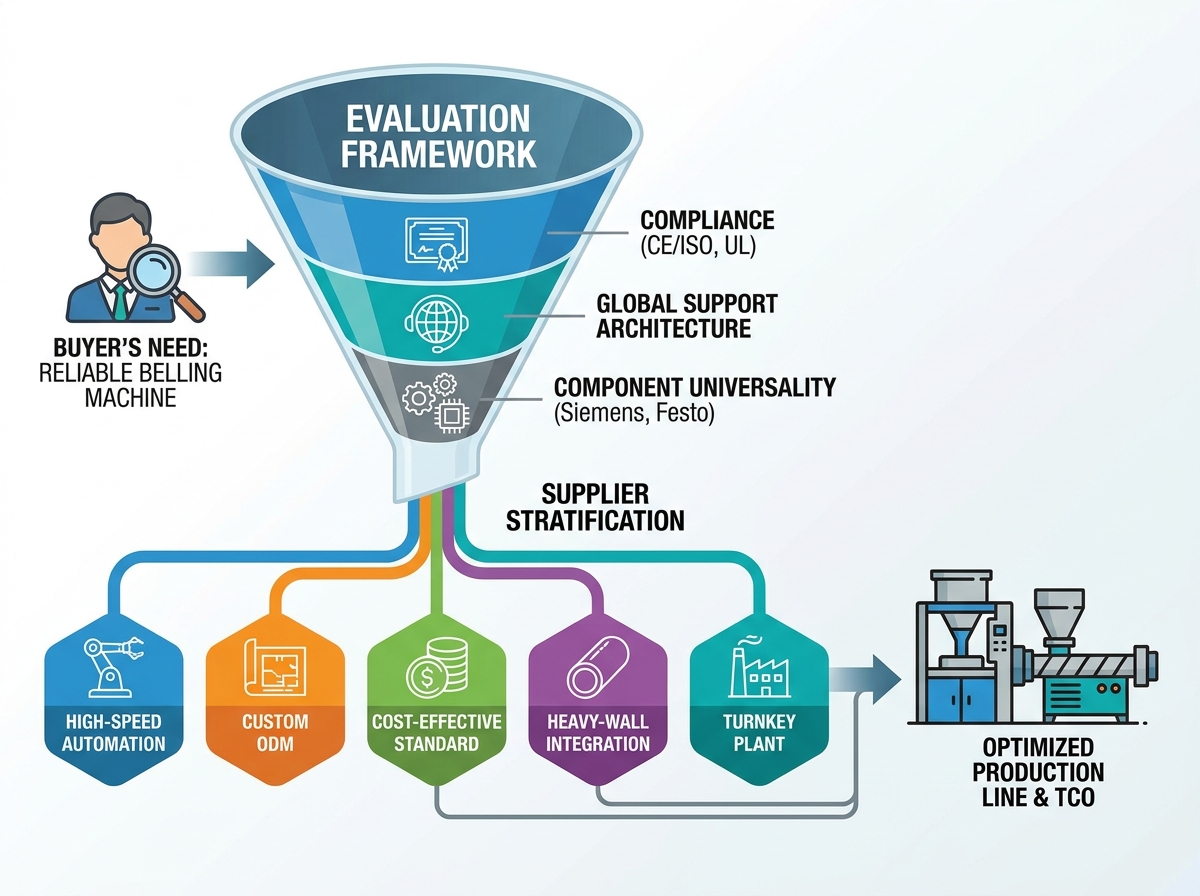
Stratyfikacja dostawców: Pięciu najlepszych producentów zostało sklasyfikowanych według ich konkretnych mocnych stron — od szybkiej automatyzacji po opłacalne dostosowywanie ODM.
Integracja ma kluczowe znaczenie: samodzielna maszyna jest bezużyteczna, jeśli stanowi wąskie gardło na istniejącej linii do produkcji rur PVC. Możliwości synchronizacji oddzielają dostawców pierwszego poziomu od drugiego poziomu.
Punkt odniesienia oceny: Unikaj dostawców, którzy nie mogą zapewnić przejrzystych ram testów akceptacji fabrycznej (FAT) i standardowych (np. Siemens, PLC) globalnych części zamiennych.
Zdefiniowanie udanego projektu zaopatrzeniowego wymaga jasnego określenia problemu biznesowego. Menedżerowie obiektów często skupiają się na pierwotnej prędkości maszyny. Jednak prawdziwy sukces zależy od ogólnej efektywności sprzętu (OEE). Chcesz, aby ilość złomu podczas procesu osadzania była minimalna. Potrzebujesz także płynnej integracji linii. Słabo zintegrowana jednostka powoduje blokady na dopływie i wymusza kosztowne interwencje ręczne.
Zgodność i certyfikaty stanowią absolutną podstawę każdej poważnej oceny. Powinieneś natychmiast zażądać standardowych certyfikatów CE i ISO. Dokumenty te potwierdzają podstawowe kompetencje produkcyjne i zgodność z przepisami bezpieczeństwa. Jednak nabywcy z Ameryki Północnej muszą naciskać mocniej. Należy podkreślić krytyczną potrzebę zgodności z przepisami UL lub CSA. Eksport niecertyfikowanych paneli elektrycznych do tych regionów gwarantuje opóźnienia w instalacji i surowe kary pieniężne.
Globalna architektura wsparcia oddziela producentów premium od standardowych asemblerów. Wielu dostawców twierdzi, że oferuje wsparcie na całym świecie. Należy rozróżnić dostawców korzystających z niezależnych wykonawców zewnętrznych od dostawców obsługujących bezpośrednie centra regionalne. Bezpośrednie centra zapewniają szybszą wysyłkę części i gwarancję szkolenia techników. Co więcej, solidne możliwości zdalnej diagnostyki nie podlegają negocjacjom. Najlepsi inżynierowie powinni zdalnie rozwiązywać problemy z logiką PLC przed wysłaniem personelu.
Poniższa tabela porównawcza architektury wsparcia dostawcy podkreśla krytyczne różnice pomiędzy poziomami wsparcia dostawców.
Poziom wsparcia |
Model służby terenowej |
Możliwości diagnostyczne |
Dostępność części |
|---|---|---|---|
Poziom 1 (Premium) |
Bezpośrednie regionalne węzły usług |
Zdalny dostęp do PLC w czasie rzeczywistym |
Zapasy lokalnego magazynu |
Poziom 2 (standardowy) |
Certyfikowane agencje zewnętrzne |
Rozwiązywanie problemów z połączeniami wideo |
Ekspresowy transport lotniczy z Chin |
Poziom 3 (podstawowy) |
Przylot techników spoza kraju |
Korespondencja e-mailowa/WeChat |
Standardowe opóźnienia w wysyłce |
Najlepsza praktyka: Przed sfinalizowaniem zamówienia zawsze proś o bezpośrednie dane kontaktowe regionalnego kierownika serwisu.
Stworzyliśmy profil pięciu różnych archetypów produkcyjnych reprezentujących obecnych liderów rynku. Skupiliśmy się wyłącznie na zweryfikowanych możliwościach inżynieryjnych, a nie na twierdzeniach marketingowych.
Producent ten mocno specjalizuje się w pełni technologia automatycznej maszyny do dzwonowania . Ich zespoły inżynieryjne skupiają się na całkowitym wyeliminowaniu punktów kontaktu operatora. Integrują zautomatyzowane dostarczanie rur, precyzyjne ogrzewanie i zrobotyzowany rozładunek w jedną ciągłą sekwencję. Wielcy producenci rur komunalnych czerpią ogromne korzyści z tego projektu. Obiekty te wymagają zerowej interwencji operatora, aby utrzymać rygorystyczne marże zysku. Szybkie serwosilniki zapewniają dokładne pozycjonowanie i drastycznie skracają czas cykli.
Niektóre projekty wymagają bardzo specyficznych profili narzędzi. Dostawca ten zapewnia niezrównaną elastyczność w projektowaniu form dla niestandardowych profili rur. Nabywcy potrzebujący niestandardowych rozwiązań w zakresie gniazd do unikalnych projektów połączeń powinni priorytetowo traktować tego dostawcę. Wykorzystują zaawansowane centra obróbcze CNC do szybkiego rzeźbienia niestandardowych form. Ich dział inżynieryjny współpracuje bezpośrednio z Twoim zespołem. Tworzą precyzyjne modele CAD, aby mieć pewność, że ostateczne gniazdo będzie idealnie dopasowane do Twoich zastrzeżonych pierścieni uszczelniających.
Lean Engineering napędza przewagę konkurencyjną tego producenta. Zapewniają wyjątkową niezawodność dla standardowych gniazd typu U i typu R, bez niepotrzebnego rozbudowania oprogramowania. Producenci średniej wielkości poszukujący szybkiego wdrożenia często wybierają ten standard Maszyna do obciskania rur PCV . W sprzęcie zastosowano solidne, uproszczone mechanizmy mechaniczne. Takie podejście minimalizuje koszty konserwacji i skraca czas szkolenia operatora. Zapewnia doskonałą równowagę pomiędzy solidną trwałością i przystępną ceną.
Grubościenne poliolefiny wymagają ogromnego zarządzania energią cieplną. Producent ten buduje urządzenia charakteryzujące się wyjątkową wydajnością grzewczą i chłodniczą. Projektują wyspecjalizowane piekarniki, aby równomiernie penetrować gęste plastikowe ściany. Ta funkcja zapewnia płynną synchronizację przy dużej przepustowości Linia do wytłaczania rur HDPE . Zaawansowane płaszcze chłodzące wodę szybko stabilizują kształt gniazda przed wyrzuceniem. Ta szybka stabilizacja zapobiega skurczowi i gwarantuje dokładność wymiarową rur gazowych i wodociągowych o dużej średnicy.
Modernizacja obiektów często wymaga zaangażowania dostawców kompleksowych maszyn. Dostawca ten bezproblemowo zaopatruje i obsługuje całe zakłady produkcyjne. Nabywcy modernizujący całą swoją infrastrukturę zdecydowanie preferują pojedynczy punkt kontaktowy w sprawie gwarancji. Obsługują etapy wytłaczarki, późniejszego chłodzenia, odciągania, cięcia i tłoczenia. Ich wewnętrzna sieć łączy każdą maszynę za pośrednictwem ujednoliconego protokołu sterowania. To całościowe podejście eliminuje martwe punkty integracji i zapewnia zsynchronizowane raportowanie danych w całej hali produkcyjnej.
Precyzja ogrzewania w dużym stopniu decyduje o ostatecznej jakości kielicha rury. Należy rygorystycznie ocenić architekturę piekarnika. Podwójny piec lub zaawansowane systemy ogrzewania na podczerwień skutecznie zapobiegają deformacjom rur. Rozprowadzają energię cieplną równomiernie na obwodzie rury. Nierównomierne ogrzewanie powoduje wypaczenie tworzywa sztucznego w fazie ekspansji. To wypaczenie drastycznie zwiększa ilość złomu. Systemy podczerwieni szybko penetrują matrycę polimerową. Redukują całkowity czas nagrzewania i chronią powierzchnię rury przed przypaleniem.
Wydajność maszyny należy także mierzyć czasem wymiany oprzyrządowania. Systemy szybkiej wymiany są absolutnie niezbędne w obiektach z wieloma jednostkami SKU. Wymiana i wyrównanie staromodnych, skręcanych form zajmuje wiele godzin. Nowoczesne jednostki wykorzystują pneumatyczne stanowiska mocowania i wstępnie podgrzewane stanowiska formowania. Ulepszenia te umożliwiają operatorom zmianę średnicy rur w ciągu kilku minut. Wdrożenie zasad jednominutowej wymiany matryc (SMED) zapewnia elastyczność harmonogramu produkcji.
Uniwersalność komponentów zapobiega katastrofalnym scenariuszom uzależnienia od dostawców. Należy podkreślić znaczenie dostępnej na całym świecie pneumatyki i elektroniki. W przypadku cylindrów pneumatycznych nalegaj na marki takie jak Festo lub SMC. Zapotrzebuj firmy Siemens, Schneider lub Allen-Bradley na komponenty PLC i HMI. W przypadku awarii zastrzeżone płytki drukowane zrujnują harmonogram produkcji. Standaryzowane komponenty umożliwiają lokalnemu zespołowi konserwacyjnemu natychmiastowe pozyskiwanie części zamiennych od pobliskich dystrybutorów.
Typowe błędy:
Akceptowanie zastrzeżonych haseł PLC. Zawsze żądaj całkowicie otwartego dostępu do logiki programowania maszyny.
Ignorowanie regionalnych wahań napięcia. Upewnij się, że producent zainstalował solidne regulatory napięcia dostosowane do lokalnej sieci.
Przeoczenie limitów cyklu chłodzenia. Szybsze nagrzewanie nic nie znaczy, jeśli cykl chłodzenia stanowi wąskie gardło w procesie wyrzucania.
Ryzyko wąskiego gardła stanowi największe zagrożenie dla pomyślnej instalacji. Niedopasowane prędkości linii pomiędzy wytłaczarką a jednostką rozdmuchującą powodują katastrofalne spiętrzenie linii. Twoja wytłaczarka w sposób ciągły popycha plastik. Jeżeli cykl osadzania trwa zbyt długo, rury będą uderzać w stół dostawczy. Musisz dokładnie obliczyć maksymalną wydajność swojego sprzętu do wytłaczania. Udostępnij te dokładne prędkości swojemu dostawcy. Muszą tak zaprojektować cykle chłodzenia i wyrzucania, aby nieznacznie wyprzedzały wytłaczarkę.
Uzgadnianie oprogramowania reprezentuje złożoną rzeczywistość w hali produkcyjnej. Integrujesz nową logikę PLC ze starszymi systemami na swoim obecnym Linia do produkcji rur PCV . Starsze wytłaczarki mogą wykorzystywać podstawową logikę przekaźnika lub przestarzałe protokoły komunikacyjne. Nowa jednostka gniazdowa prawdopodobnie wykorzystuje nowoczesne sieci Profinet lub EtherCAT. Musisz bezbłędnie wypełnić tę lukę komunikacyjną. Sprzęt musi współdzielić krytyczne sygnały, takie jak „rura gotowa”, „zatrzymanie linii” i „zatrzymanie awaryjne”. Brak mapowania tych sygnałów prowadzi do kolizji mechanicznych i zagrożeń bezpieczeństwa.
Ograniczenia przestrzenne i układowe często zaskakują kupujących. Należy wcześnie zająć się fizycznym śladem nowych maszyn. Ulepszona automatyka często wymaga większych obudów bezpieczeństwa i szerszych paneli dostępowych. Ponadto należy wziąć pod uwagę konieczność stosowania zautomatyzowanych tabel podawania rur. Stoły te buforują rury pomiędzy obcinaczem a piecem do dzwonowania. Poproś dostawcę o precyzyjny układ CAD 2D. Nałóż ten rysunek na rzeczywisty plan piętra, aby zagwarantować odpowiedni dostęp dla wózków widłowych i chodniki dla operatorów.
Fabryczny test odbiorczy (FAT) służy jako podstawowa obrona przed wadliwym sprzętem. Przed zatwierdzeniem wysyłki musisz zażądać kompleksowego filmu lub osobistego FAT. Dostawca musi przetestować określone próbki rur. Muszą przetestować dokładne gatunki materiałów i grubości ścianek. Uruchomienie lekkich rur testowych niczego nie dowodzi. Chcesz zobaczyć, jak maszyna radzi sobie z najcięższymi produktami o najgrubszych ściankach w ciągłej pracy przez kilka godzin.
Struktura warunków płatności w oparciu o kamienie milowe wyników zapewnia istotne zabezpieczenia umowne. Nie płać pełnego salda, zanim maszyna opuści fabrykę. Aby utrzymać dźwignię, postępuj zgodnie ze ścisłym podejściem opartym na kluczowych kamieniach milowych:
Zaliczka: Zwolnij 30%, aby rozpocząć fazę inżynierii i produkcji.
Zatwierdzenie FAT: Zwolnienie 50% dopiero po pomyślnym i udokumentowanym teście akceptacji fabrycznej.
Zakończenie SAT: Zatrzymaj ostatnie 20% do pomyślnego uruchomienia i testu akceptacji miejsca (SAT) w swoim zakładzie.
Na koniec negocjuj kompleksową umowę dotyczącą części zamiennych w ramach pierwszego zamówienia. Późniejsza wysyłka ciężkich komponentów metalowych za granicę zajmuje tygodnie i kosztuje fortunę. Zażądaj z góry dwuletniego pakietu krytycznych części eksploatacyjnych. Pakiet ten powinien obejmować dodatkowe elementy grzejne, uszczelnienia pneumatyczne, standardowe przekaźniki i specjalistyczne czujniki. Posiadanie tych części na półce już pierwszego dnia gwarantuje maksymalny czas sprawności w krytycznych pierwszych latach eksploatacji.
Wybór prawa maszyna do dzwonowania rur z tworzyw sztucznych wymaga spojrzenia daleko poza początkową wycenę. Musisz ocenić prawdziwy poziom inżynierii dostawcy i globalną infrastrukturę posprzedażną. Skoncentruj się głównie na uniwersalnych komponentach, precyzyjnej technologii grzewczej i solidnych możliwościach integracji oprogramowania. Czynniki te bezpośrednio decydują o przyszłej stabilności produkcji.
Zawęź swoje opcje strategicznie do dwóch lub trzech dostawców. Oprzyj logikę tworzenia krótkiej listy na konkretnych wymaganiach materiałowych, takich jak PVC czy HDPE. Oceń swoje wewnętrzne cele w zakresie automatyzacji i potrzeby w zakresie wymiany narzędzi. Wyeliminuj dostawców, którzy nie mogą zapewnić przejrzystych ram FAT lub standardowych komponentów globalnych.
Podejmij działania już dziś, prosząc o szczegółowe układy techniczne od wybranych kandydatów. Zażądaj szczegółowych list komponentów marki do wszystkich elementów pneumatyki i elektroniki. Ponadto nalegaj na rozmowę z kontaktami referencyjnymi podobnych nabywców w Twoim regionie. Te rozmowy w świecie rzeczywistym ujawnią prawdziwą niezawodność ich maszyn i sieci wsparcia.
Odp.: Czas realizacji zazwyczaj waha się od 45 do 90 dni. Maszyny standardowe są często wysyłane w ciągu sześciu tygodni. Niestandardowe kompilacje ODM lub złożone konfiguracje z wieloma piecami trwają dłużej ze względu na indywidualną obróbkę form i wydłużone fazy testowania oprogramowania.
Odpowiedź: Tak, integrują się bezproblemowo, pod warunkiem, że dostawca korzysta z kompatybilnych protokołów PLC, takich jak Profinet lub Modbus. Aby zapewnić prawidłowe uzgadnianie oprogramowania, należy podać dokładne dane dotyczące prędkości linii i wymagania dotyczące sygnału odbiorczego w początkowej fazie projektowania.
Odp.: Większość producentów premium wysyła inżynierów bezpośrednio w celu uruchomienia na miejscu. Kupujący zazwyczaj pokrywa koszty podróży i zakwaterowania. Alternatywnie wielu dostawców udostępnia obecnie kompleksowe samouczki wideo i zdalne sesje rozwiązywania problemów w rzeczywistości rozszerzonej (AR) w celu samodzielnej instalacji.
Odp.: Jest to technicznie możliwe poprzez zmianę form i parametrów ogrzewania. Jest jednak wysoce nieefektywny. PVC i HDPE wymagają znacznie różnych krzywych ogrzewania i czasów chłodzenia. W celu utrzymania wysokich prędkości produkcyjnych zdecydowanie zaleca się stosowanie maszyn dedykowanych.




