
Просмотры: 0 Автор: Редактор сайта Время публикации: 2 июля 2026 г. Происхождение: Сайт










Приобретение капитального оборудования несет в себе огромную ответственность для менеджеров производственных предприятий. Приобретение оборудования за рубежом требует тщательного и продуманного баланса. Вы должны сопоставить первоначальную экономию средств с серьезными долгосрочными рисками, такими как неожиданные простои и сбои интеграции. Сегодня Китай доминирует на мировом экспортном рынке оборудования для производства пластиковых труб. Вы найдете огромные промышленные центры, производящие тысячи единиц продукции ежегодно. Однако возможности поставщиков в этих производственных зонах сильно различаются. Они варьируются от сборщиков базового оборудования до инженеров по автоматизации первого уровня, создающих сложные, высокосинхронизированные системы. В этом руководстве представлены ведущие производители на основе поддающихся проверке объективных критериев. Мы тщательно оцениваем строгие отраслевые сертификаты, возможности интеграции с реальными объектами и глобальные сети послепродажной поддержки. Читайте дальше, чтобы узнать, как можно правильно оценить этих поставщиков. Вы научитесь уверенно выбирать нужных Поставщик раструбовочных машин из Китая для вашего предприятия.
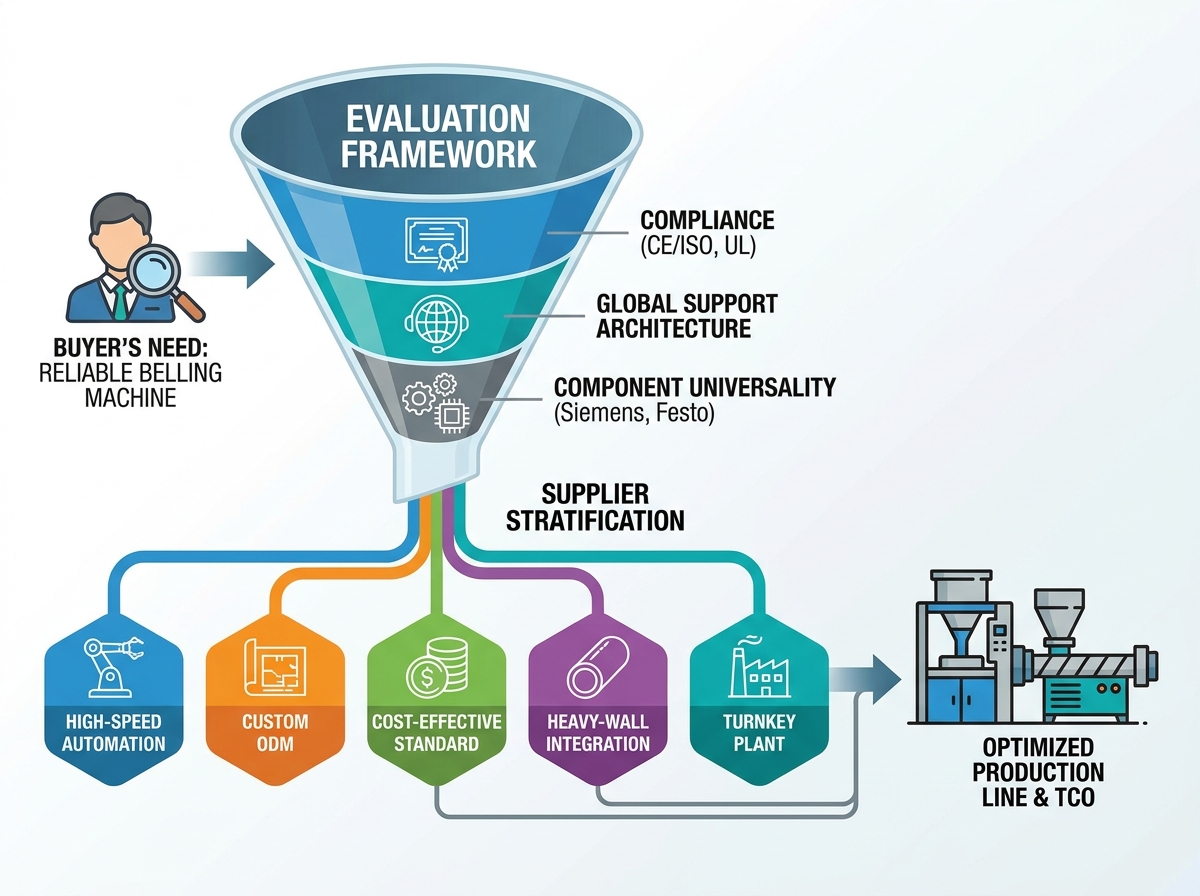
Стратификация поставщиков. Пять крупнейших производителей классифицируются по своим сильным сторонам — от высокоскоростной автоматизации до экономичной настройки ODM.
Интеграция имеет решающее значение: отдельная машина бесполезна, если она мешает вашей существующей линии по производству труб из ПВХ. Возможности синхронизации отделяют поставщиков первого уровня от поставщиков второго уровня.
Базовый уровень оценки: избегайте поставщиков, которые не могут предоставить прозрачную структуру заводских приемочных испытаний (FAT) и стандартизированные (например, Siemens, PLC) глобальные запасные части.
Определение успешного проекта закупок требует четкого формулирования бизнес-задач. Менеджеры предприятий часто зацикливаются на скорости работы машины. Однако настоящий успех зависит от общей эффективности оборудования (OEE). Вам нужен минимальный процент брака в процессе рассверливания. Вам также необходима бесшовная интеграция линий. Плохо интегрированный блок вызывает засоры на входе и требует дорогостоящего ручного вмешательства.
Соответствие требованиям и сертификаты составляют абсолютную основу для любой серьезной оценки. Вам следует немедленно потребовать стандартные сертификаты CE и ISO. Эти документы подтверждают базовую производственную компетентность и соответствие требованиям безопасности. Однако покупатели из Северной Америки должны прилагать больше усилий. Вы должны подчеркнуть острую необходимость соблюдения требований UL или CSA. Экспорт несертифицированных электрических панелей в эти регионы гарантирует задержки в установке и серьезные штрафы со стороны регулирующих органов.
Глобальная архитектура поддержки отделяет производителей премиум-класса от стандартных сборщиков. Многие поставщики заявляют, что предлагают поддержку по всему миру. Вы должны различать поставщиков, полагающихся на независимых сторонних подрядчиков, и тех, которые имеют прямые региональные центры. Прямые концентраторы обеспечивают более быструю доставку запчастей и гарантированное обучение технических специалистов. Более того, надежные возможности удаленной диагностики не подлежат обсуждению. Лучшие инженеры должны устранить неполадки логики вашего ПЛК удаленно, прежде чем отправлять персонал.
В приведенной ниже таблице сравнения архитектуры поддержки поставщиков показаны важные различия между уровнями поддержки поставщиков.
Уровень поддержки |
Модель выездного обслуживания |
Диагностические возможности |
Доступность запчастей |
|---|---|---|---|
Уровень 1 (Премиум) |
Прямые региональные сервисные центры |
Удаленный доступ к ПЛК в режиме реального времени |
Наличие на местном складе |
Уровень 2 (Стандартный) |
Сертифицированные сторонние агентства |
Устранение неполадок с видеозвонком |
Экспресс-авиаперевозки из Китая |
Уровень 3 (Базовый) |
Прибытие технических специалистов из-за границы |
Электронная почта/WeChat переписка |
Стандартные задержки доставки |
Передовая практика: всегда запрашивайте прямую контактную информацию регионального менеджера по обслуживанию, прежде чем оформлять заказ на покупку.
Мы выделили пять различных производственных архетипов, представляющих нынешних лидеров рынка. Мы сосредоточились исключительно на проверенных технических возможностях, а не на маркетинговых заявлениях.
Этот производитель специализируется на полностью технология автоматической раструбной машины . Их инженерные команды сосредоточены на полном устранении точек соприкосновения с оператором. Они объединяют автоматическую доставку труб, прецизионный нагрев и роботизированную разгрузку в единую непрерывную последовательность операций. Крупные производители муниципальных трубопроводов получают огромную выгоду от этой конструкции. Эти объекты требуют нулевого вмешательства оператора для поддержания строгой нормы прибыли. Высокоскоростные серводвигатели обеспечивают точное позиционирование и значительно сокращают время цикла.
Некоторые проекты требуют весьма специфических профилей инструментов. Этот поставщик обеспечивает непревзойденную гибкость в проектировании пресс-форм для нестандартных профилей труб. Покупателям, которым необходимы индивидуальные решения для раструбов для уникальных конструкций соединений, следует отдать предпочтение этому поставщику. Они используют передовые обрабатывающие центры с ЧПУ для быстрого изготовления индивидуальных форм. Их инженерный отдел напрямую сотрудничает с вашей командой. Они разрабатывают точные модели САПР, чтобы гарантировать, что окончательное гнездо идеально соответствует вашим фирменным уплотнительным кольцам.
Бережливое проектирование обеспечивает конкурентное преимущество этого производителя. Они обеспечивают исключительную надежность для стандартных разъемов типа U и R без ненужного раздувания программного обеспечения. Производители среднего размера, которым требуется быстрое развертывание, часто выбирают этот стандарт. Машина для заделки труб ПВХ . В оборудовании используются надежные, упрощенные механические движения. Такой подход сводит к минимуму затраты на техническое обслуживание и сокращает время обучения операторов. Он обеспечивает превосходный баланс прочности и доступности.
Толстостенные полиолефины требуют значительного управления тепловой энергией. Этот производитель создает агрегаты с исключительной мощностью обогрева и охлаждения. Они разрабатывают специальные печи, позволяющие равномерно проникать в плотные пластиковые стены. Эта возможность обеспечивает плавную синхронизацию с высокопроизводительным Линия экструзии труб ПНД . Усовершенствованные рубашки водяного охлаждения быстро стабилизируют форму гнезда перед выбросом. Эта быстрая стабилизация предотвращает усадку и гарантирует точность размеров газовых и водопроводных труб большого диаметра.
Модернизация объектов часто требует наличия поставщиков комплексного оборудования. Этот поставщик бесперебойно поставляет и обслуживает целые производственные предприятия. Покупатели, обновляющие всю свою инфраструктуру, настоятельно предпочитают единую точку гарантийного обслуживания. Они управляют экструдером, последующими стадиями охлаждения, вытягивания, резки и раструба. Их внутренняя сеть соединяет каждую машину через единый протокол управления. Такой целостный подход устраняет «слепые зоны» интеграции и обеспечивает синхронизацию отчетов по всему заводу.
Точность нагрева во многом определяет конечное качество муфты. Вы должны тщательно оценить архитектуру печи. Двойная печь или современные системы инфракрасного нагрева эффективно предотвращают деформацию труб. Они распределяют тепловую энергию равномерно по окружности трубы. Неравномерный нагрев приводит к деформации пластика на этапе расширения. Эта деформация резко увеличивает процент брака. Инфракрасные системы быстро проникают в полимерную матрицу. Они сокращают общее время нагрева и защищают поверхность трубы от пригорания.
Вы также должны измерять эффективность станка по времени смены инструментов. Системы быстрой смены абсолютно необходимы для объектов с несколькими артикулами. Для замены и выравнивания старомодных форм с болтовым креплением требуются часы. В современных установках используются пневматические зажимные и формовочные станции с предварительным нагревом. Эти обновления позволяют операторам менять диаметр труб за считанные минуты. Внедрение принципов одноминутной замены штампов (SMED) обеспечивает гибкость вашего производственного графика.
Универсальность компонентов предотвращает катастрофические сценарии привязки к поставщику. Вы должны подчеркнуть важность доступной на международном уровне пневматики и электроники. Настаивайте на таких брендах, как Festo или SMC, для пневмоцилиндров. Спросите Siemens, Schneider или Allen-Bradley на компоненты ПЛК и HMI. Запатентованные печатные платы в случае выхода из строя испортят ваш производственный график. Стандартизированные компоненты позволяют вашей местной группе технического обслуживания мгновенно находить замену у ближайших дистрибьюторов.
Распространенные ошибки:
Принятие собственных паролей ПЛК. Всегда требуйте полного открытого доступа к логике программирования машины.
Игнорирование региональных колебаний напряжения. Убедитесь, что производитель устанавливает надежные регуляторы напряжения, адаптированные к вашей местной сети.
Пренебрежение ограничениями цикла охлаждения. Более быстрый нагрев ничего не значит, если цикл охлаждения препятствует процессу выброса.
Риск возникновения узких мест представляет наибольшую угрозу для успешной установки. Несоответствие скоростей линий экструдера и раструбовочного узла приводит к катастрофическим засорам линий. Ваш экструдер непрерывно проталкивает пластик. Если цикл раструба будет длиться слишком долго, трубы упадут на стол доставки. Вы должны рассчитать точную максимальную производительность вашего экструзионного оборудования. Сообщите эти точные скорости своему поставщику. Они должны спроектировать циклы охлаждения и выгрузки так, чтобы немного опережать ваш экструдер.
Программные рукопожатия представляют собой сложную реальность в заводских условиях. Вы интегрируете новую логику ПЛК с устаревшими системами на вашей текущей Линия по производству труб ПВХ . Старые экструдеры могут использовать базовую логику реле или устаревшие протоколы связи. Новый блок розеток, скорее всего, использует современные сети Profinet или EtherCAT. Вы должны безупречно преодолеть этот разрыв в общении. Оборудование должно передавать критически важные сигналы, такие как «труба готова», «остановка линии» и «аварийная остановка». Неспособность отобразить эти сигналы приводит к механическим столкновениям и угрозам безопасности.
Ограничения по пространству и планировке часто застают покупателей врасплох. Вы должны заранее заняться физическим воздействием нового оборудования. Модернизированная автоматизация часто требует более крупных защитных кожухов и более широких панелей доступа. Кроме того, вы должны учитывать необходимость автоматизированных столов подачи труб. Эти столы служат буфером для труб между резаком и раструбной печью. Запросите у поставщика точный макет 2D CAD. Наложите этот чертеж на реальный план этажа, чтобы обеспечить достаточный доступ для вилочных погрузчиков и проходы для операторов.
Заводские приемочные испытания (FAT) служат вашей основной защитой от неисправного оборудования. Прежде чем разрешить отправку, вы должны потребовать подробное видео или личное FAT. Поставщик должен протестировать ваши конкретные образцы труб. Они должны проверить ваши точные марки материалов и толщину стенок. Запуск облегченных тестовых трубок ничего не доказывает. Вы хотите увидеть, как машина обрабатывает ваши самые тяжелые и толстостенные продукты в непрерывном режиме в течение нескольких часов.
Структурирование условий оплаты в соответствии с контрольными показателями производительности обеспечивает жизненно важные договорные гарантии. Не выплачивайте полную стоимость до того, как машина покинет завод. Следуйте строгому поэтапному подходу для поддержания кредитного плеча:
Первоначальный взнос: отпустите 30 %, чтобы начать этап проектирования и производства.
Одобрение FAT: 50 % выпускаются только после успешного и документально подтвержденного заводского приемочного испытания.
Завершение SAT: удерживайте последние 20% до успешного ввода в эксплуатацию и приемочных испытаний (SAT) на вашем предприятии.
Наконец, заключите комплексное соглашение о запасных частях в рамках первоначального заказа на поставку. Доставка компонентов из тяжелых металлов за границу позже занимает несколько недель и стоит целое состояние. Требуйте авансом двухлетний пакет критически важных изнашиваемых деталей. В этот комплект должны входить дополнительные нагревательные элементы, пневматические уплотнения, стандартные реле и специализированные датчики. Наличие этих деталей на вашей полке с первого же дня гарантирует максимальное время безотказной работы в течение критически важных первых лет эксплуатации.
Выбор правильного Раструбовочная машина для пластиковых труб требует гораздо большего, чем первоначальное предложение. Вы должны оценить истинную инженерную глубину поставщика и глобальную инфраструктуру послепродажного обслуживания. Особое внимание уделяется универсальным компонентам, точным технологиям нагрева и надежным возможностям интеграции программного обеспечения. Эти факторы напрямую определяют будущую стабильность вашего производства.
Стратегически сузьте свой выбор до двух или трех поставщиков. Основывайте эту логику составления короткого списка на своих конкретных требованиях к материалам, например, ПВХ или ПЭВП. Оцените цели внутренней автоматизации и потребности в замене инструментов. Устраните поставщиков, которые не могут предоставить прозрачные структуры FAT или стандартизированные глобальные компоненты.
Примите меры сегодня, запросив подробные технические макеты у кандидатов, включенных в окончательный список. Требуйте детальных списков брендовых компонентов для всей пневматики и электроники. Кроме того, настаивайте на общении со справочными контактами аналогичных покупателей в вашем регионе. Эти реальные разговоры покажут истинную надежность их оборудования и сетей поддержки.
Ответ: Срок выполнения заказа обычно составляет от 45 до 90 дней. Стандартные машины часто доставляются в течение шести недель. Изготовление по индивидуальному заказу ODM или сложные конфигурации с несколькими печами занимают больше времени из-за индивидуальной обработки пресс-форм и расширенных этапов тестирования программного обеспечения.
О: Да, они легко интегрируются при условии, что поставщик использует совместимые протоколы ПЛК, такие как Profinet или Modbus. Вы должны предоставить точные данные о скорости линии и требования к нисходящему сигналу на начальном этапе проектирования, чтобы обеспечить правильное установление связи программного обеспечения.
О: Большинство производителей премиум-класса отправляют инженеров непосредственно для ввода в эксплуатацию на месте. Покупатель обычно покрывает расходы на проезд и проживание. Кроме того, многие поставщики теперь предоставляют подробные видеоуроки и сеансы удаленного устранения неполадок дополненной реальности (AR) для самостоятельной установки.
О: Технически это возможно путем изменения форм и параметров нагрева. Однако это крайне неэффективно. ПВХ и ПЭВП требуют совершенно разных кривых нагрева и времени охлаждения. Для поддержания высоких скоростей производства настоятельно рекомендуется использовать специальные машины.




