
Vistas: 0 Autor: Editor del sitio Hora de publicación: 2026-07-02 Origen: Sitio










La adquisición de bienes de capital conlleva enormes riesgos para los administradores de instalaciones de fabricación. El abastecimiento de maquinaria en el extranjero exige un equilibrio cuidadoso y calculado. Debe sopesar los ahorros de costos iniciales frente a riesgos graves a largo plazo, como tiempos de inactividad inesperados y fallas de integración. China domina hoy el mercado mundial de exportación de equipos de fabricación de tuberías de plástico. Encontrará enormes centros industriales que producen miles de unidades al año. Sin embargo, las capacidades de los proveedores varían enormemente entre estas zonas de fabricación. Van desde ensambladores de equipos básicos hasta ingenieros de automatización de primer nivel que construyen sistemas complejos y altamente sincronizados. Esta guía desglosa los principales fabricantes según criterios objetivos y verificables. Evaluamos rigurosamente las estrictas certificaciones de la industria, las capacidades de integración del mundo real y las redes globales de soporte posventa. Continúe leyendo para descubrir marcos viables para evaluar adecuadamente a estos proveedores. Aprenderá a preseleccionar con confianza a los candidatos adecuados. Proveedor de máquinas abocardadoras de China para sus instalaciones.
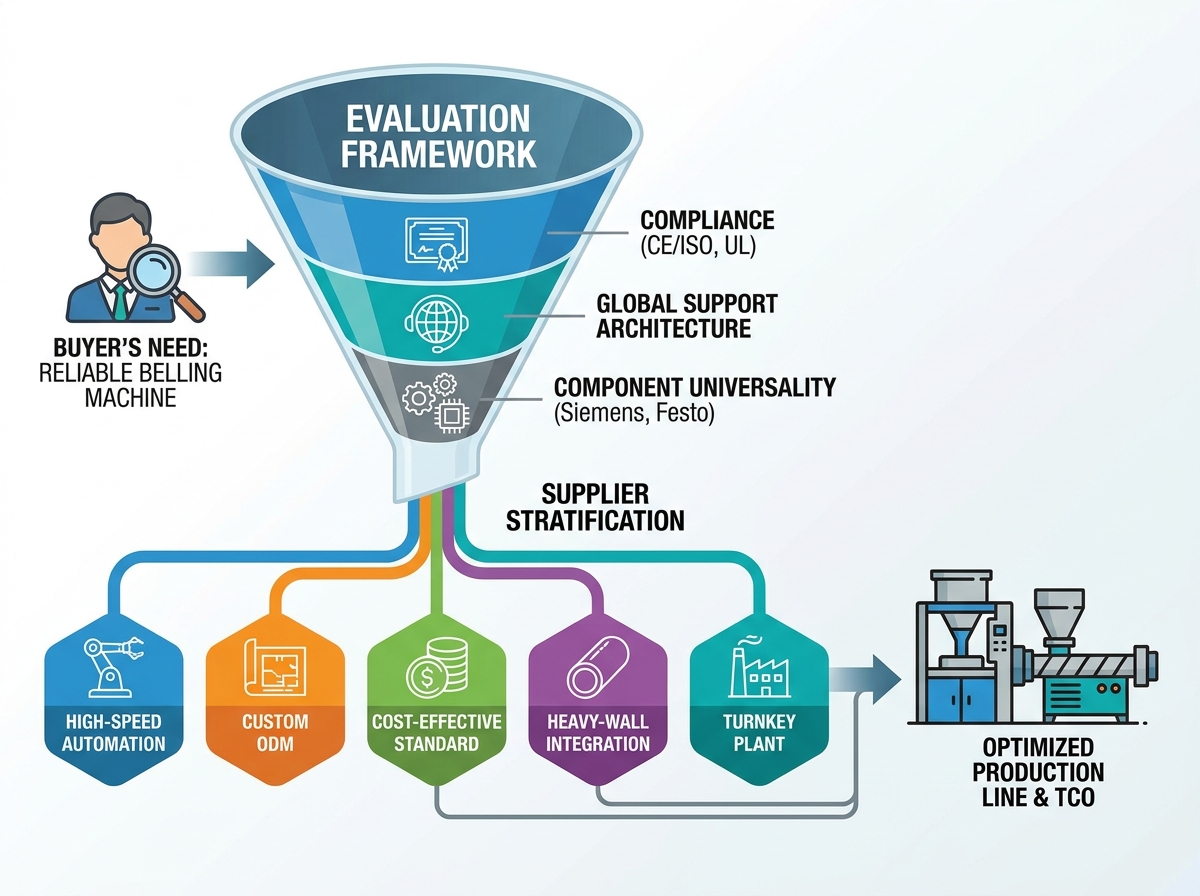
Estratificación de proveedores: los cinco principales fabricantes se clasifican según sus puntos fuertes específicos, desde la automatización de alta velocidad hasta la personalización ODM rentable.
La integración es fundamental: una máquina independiente es inútil si obstaculiza su línea de producción de tubos de PVC existente. Las capacidades de sincronización separan a los proveedores de nivel uno de los de nivel dos.
Línea de base de evaluación: Evite proveedores que no puedan proporcionar un marco transparente de prueba de aceptación de fábrica (FAT) y repuestos globales estandarizados (por ejemplo, Siemens, PLC).
Definir un proyecto de adquisiciones exitoso requiere un marco claro del problema comercial. Los administradores de instalaciones a menudo se concentran en la velocidad bruta de las máquinas. Sin embargo, el verdadero éxito depende de la eficacia general del equipo (OEE). Quiere tasas mínimas de desperdicio durante el proceso de encaje. También necesita una integración de línea perfecta. Una unidad mal integrada provoca bloqueos aguas arriba y obliga a costosas intervenciones manuales.
El cumplimiento y las certificaciones constituyen la base absoluta para cualquier evaluación seria. Debería solicitar certificaciones estándar CE e ISO de inmediato. Estos documentos demuestran competencia básica de fabricación y cumplimiento de seguridad. Sin embargo, los compradores norteamericanos deben presionar más. Debe enfatizar la necesidad crítica de cumplir con UL o CSA. Exportar paneles eléctricos no certificados a estas regiones garantiza retrasos en la instalación y severas multas regulatorias.
La arquitectura de soporte global separa a los fabricantes premium de los ensambladores estándar. Muchos proveedores afirman ofrecer soporte mundial. Debe diferenciar entre proveedores que dependen de contratistas externos independientes y aquellos que operan centros regionales directos. Los centros directos brindan un envío de piezas más rápido y capacitación técnica garantizada. Además, las sólidas capacidades de diagnóstico remoto no son negociables. Los mejores ingenieros deben solucionar los problemas de la lógica de su PLC de forma remota antes de enviar personal.
El siguiente cuadro de comparación de arquitectura de soporte de proveedores destaca las diferencias críticas entre los niveles de soporte de proveedores.
Nivel de soporte |
Modelo de servicio de campo |
Capacidad de diagnóstico |
Disponibilidad de piezas |
|---|---|---|---|
Nivel 1 (Premium) |
Centros de servicios regionales directos |
Acceso remoto al PLC en tiempo real |
Almacenamiento en almacén local |
Nivel 2 (Estándar) |
Agencias de terceros certificadas |
Solución de problemas de videollamadas |
Transporte aéreo expreso desde China |
Nivel 3 (Básico) |
Técnicos en vuelo fuera del país |
Correspondencia por correo electrónico/WeChat |
Retrasos en el envío estándar |
Mejores prácticas: solicite siempre la información de contacto directo del gerente de servicio regional antes de finalizar su orden de compra.
Perfilamos cinco arquetipos de fabricación distintos que representan a los líderes actuales del mercado. Nos centramos exclusivamente en capacidades de ingeniería verificadas en lugar de afirmaciones de marketing.
Este fabricante se especializa en gran medida en Tecnología de abocardadora automática . Sus equipos de ingeniería se centran en eliminar por completo los puntos de contacto del operador. Integran la entrega automatizada de tuberías, el calentamiento de precisión y la descarga robótica en una única secuencia continua. Los productores de tuberías municipales a gran escala se benefician enormemente de este diseño. Estas instalaciones exigen intervenciones de cero operadores para mantener márgenes de beneficio estrictos. Los servomotores de alta velocidad garantizan un posicionamiento exacto y reducen drásticamente los tiempos de ciclo.
Algunos proyectos exigen perfiles de herramientas muy específicos. Este proveedor ofrece una flexibilidad inigualable en el diseño de moldes para perfiles de tuberías no estándar. Los compradores que necesiten soluciones de encaje a medida para diseños de juntas únicos deben priorizar a este proveedor. Utilizan centros de mecanizado CNC avanzados para tallar moldes personalizados rápidamente. Su departamento de ingeniería colabora directamente con su equipo. Elaboran modelos CAD precisos para garantizar que el casquillo final coincida perfectamente con sus anillos de sellado patentados.
La ingeniería ajustada impulsa la ventaja competitiva de este fabricante. Ofrecen una confiabilidad extrema para enchufes estándar tipo U y tipo R sin sobrecarga de software innecesaria. Los fabricantes medianos que buscan una implementación rápida suelen elegir este estándar. Máquina encajadora de tubos de PVC . El equipo utiliza movimientos mecánicos robustos y simplificados. Este enfoque minimiza los gastos generales de mantenimiento y reduce el tiempo de capacitación del operador. Proporciona un excelente equilibrio entre durabilidad resistente y asequibilidad inicial.
Las poliolefinas de paredes gruesas requieren una gestión masiva de la energía térmica. Este fabricante fabrica unidades con capacidades excepcionales de calefacción y refrigeración. Diseñan hornos especializados para penetrar uniformemente las densas paredes de plástico. Esta capacidad garantiza una sincronización perfecta con un alto rendimiento Línea de extrusión de tubos de HDPE . Las avanzadas camisas de refrigeración por agua estabilizan rápidamente la forma del encaje antes de la expulsión. Esta rápida estabilización evita la contracción y garantiza la precisión dimensional en tuberías de agua y gas de gran diámetro.
Las actualizaciones de las instalaciones a menudo requieren proveedores de maquinaria de extremo a extremo. Este proveedor suministra y da servicio a plantas de fabricación completas sin problemas. Los compradores que actualizan su infraestructura completa prefieren un único punto de contacto de garantía. Se encargan de las etapas de extrusión, enfriamiento posterior, transporte, corte y abocardado. Su red interna conecta todas las máquinas a través de un protocolo de control unificado. Este enfoque holístico elimina los puntos ciegos de integración y garantiza informes de datos sincronizados en toda la fábrica.
La precisión del calentamiento determina en gran medida la calidad final de un casquillo de tubería. Debes evaluar rigurosamente la arquitectura del horno. Los sistemas de calefacción por infrarrojos avanzados o de doble horno evitan la deformación de las tuberías de manera eficiente. Aplican energía térmica de manera uniforme a lo largo de la circunferencia de la tubería. El calentamiento desigual hace que el plástico se deforme durante la fase de expansión. Esta deformación aumenta drásticamente sus tasas de desperdicio. Los sistemas de infrarrojos penetran rápidamente en la matriz polimérica. Reducen los tiempos generales de calentamiento y protegen la superficie de la tubería contra quemaduras.
También se debe medir la eficiencia de una máquina según el tiempo de cambio de herramientas. Los sistemas de cambio rápido son absolutamente esenciales para instalaciones con múltiples SKU. Los antiguos moldes atornillados tardan horas en cambiarse y alinearse. Las unidades modernas utilizan sujeción neumática y estaciones de molde precalentadas. Estas actualizaciones permiten a los operadores cambiar los diámetros de las tuberías en minutos. La implementación de los principios de intercambio de troqueles en un solo minuto (SMED) mantiene ágil su cronograma de producción.
La universalidad de los componentes evita escenarios desastrosos de dependencia de proveedores. Hay que destacar la importancia de la neumática y la electrónica disponibles internacionalmente. Insista en marcas como Festo o SMC para los cilindros de aire. Solicite componentes PLC y HMI a Siemens, Schneider o Allen-Bradley. Las placas de circuito patentadas arruinarán su programa de producción cuando fallen. Los componentes estandarizados permiten que su equipo de mantenimiento local obtenga reemplazos de distribuidores cercanos al instante.
Errores comunes:
Aceptación de contraseñas PLC propietarias. Exija siempre acceso total y abierto a la lógica de programación de la máquina.
Ignorando las fluctuaciones de voltaje regionales. Asegúrese de que el fabricante instale reguladores de voltaje robustos adaptados a su red local.
Pasar por alto los límites del ciclo de enfriamiento. Un calentamiento más rápido no significa nada si el ciclo de enfriamiento obstaculiza el proceso de expulsión.
El riesgo de cuello de botella representa la mayor amenaza para una instalación exitosa. Las velocidades de línea no coincidentes entre el extrusor y la unidad abocardadora provocan acumulaciones catastróficas en las líneas. Su extrusora empuja el plástico continuamente. Si el ciclo de conexión tarda demasiado, las tuberías chocarán contra la mesa de entrega. Debe calcular la producción máxima exacta de su equipo de extrusión. Comparta estas velocidades exactas con su proveedor. Deben diseñar los ciclos de enfriamiento y expulsión para superar ligeramente a su extrusora.
Los apretones de manos de software representan una realidad compleja en la fábrica. Está integrando nueva lógica PLC con sistemas heredados en su actual Línea de producción de tubos de PVC . Las extrusoras más antiguas pueden utilizar una lógica de relé básica o protocolos de comunicación obsoletos. La nueva unidad de socket probablemente utilice redes modernas Profinet o EtherCAT. Debe cerrar esta brecha de comunicación sin problemas. El equipo debe compartir señales críticas como 'tubería lista', 'parada de línea' y 'parada de emergencia'. No mapear estas señales genera colisiones mecánicas y riesgos de seguridad.
Las limitaciones de espacio y diseño frecuentemente toman desprevenidos a los compradores. Debe abordar la huella física de la nueva maquinaria desde el principio. La automatización mejorada a menudo requiere recintos de seguridad más grandes y paneles de acceso más amplios. Además, se debe considerar la necesidad de mesas de entrega de tuberías automatizadas. Estas mesas amortiguan los tubos entre la cortadora y el horno abocardador. Solicite un diseño CAD 2D preciso al proveedor. Superponga este dibujo en su plano de planta real para garantizar un acceso adecuado para montacargas y pasillos para operadores.
La Prueba de Aceptación de Fábrica (FAT) sirve como su principal defensa contra equipos defectuosos. Debes exigir un vídeo completo o FAT presencial antes de autorizar el envío. El proveedor debe analizar sus muestras de tuberías específicas. Deben probar los grados exactos de los materiales y los espesores de pared. La ejecución de tubos de prueba livianos no prueba nada. Quiere que la máquina manipule los productos más pesados y de paredes más gruesas en funcionamiento continuo durante varias horas.
Estructurar los términos de pago en torno a hitos de desempeño ofrece salvaguardias contractuales vitales. No pague el saldo total antes de que la máquina salga de fábrica. Siga un estricto enfoque de hitos para mantener el apalancamiento:
Pago inicial: Liberar el 30% para iniciar la fase de ingeniería y fabricación.
Aprobación FAT: Libere el 50 % solo después de una prueba de aceptación de fábrica documentada y exitosa.
Finalización del SAT: retenga el 20 % final hasta la puesta en servicio exitosa y la prueba de aceptación del sitio (SAT) en sus instalaciones.
Finalmente, negocie un acuerdo integral de repuestos en la orden de compra inicial. Enviar componentes de metales pesados al extranjero lleva semanas y cuesta una fortuna. Exija por adelantado un paquete de piezas de desgaste críticas por dos años. Este paquete debe incluir elementos calefactores adicionales, sellos neumáticos, relés estándar y sensores especializados. Tener estas piezas en su estantería desde el primer día garantiza el máximo tiempo de actividad durante los críticos primeros años de funcionamiento.
Seleccionando el derecho La máquina abocardadora de tubos de plástico requiere mirar mucho más allá de la cotización inicial. Debe evaluar la verdadera profundidad de ingeniería del proveedor y su infraestructura posventa global. Céntrese principalmente en componentes universales, tecnología de calefacción precisa y capacidades sólidas de integración de software. Estos factores dictan directamente la estabilidad de su producción futura.
Limite sus opciones estratégicamente a dos o tres proveedores. Base esta lógica de preselección en sus requisitos de materiales específicos, como PVC versus HDPE. Evalúe sus objetivos de automatización interna y sus necesidades de cambio de herramientas. Elimine a los proveedores que no puedan proporcionar marcos FAT transparentes o componentes globales estandarizados.
Tome medidas hoy solicitando diseños técnicos detallados a sus candidatos preseleccionados. Exija listas detalladas de componentes de marca para todos los sistemas neumáticos y electrónicos. Además, insista en hablar con contactos de referencia de compradores similares en su región. Estas conversaciones del mundo real revelarán la verdadera confiabilidad de su maquinaria y redes de soporte.
R: Los plazos de entrega suelen oscilar entre 45 y 90 días. Las máquinas estándar suelen enviarse en un plazo de seis semanas. Las construcciones ODM personalizadas o las configuraciones complejas de múltiples hornos toman más tiempo debido al mecanizado de moldes a medida y a las fases extendidas de prueba de software.
R: Sí, se integran sin problemas siempre que el proveedor utilice protocolos PLC compatibles como Profinet o Modbus. Debe proporcionar datos precisos sobre la velocidad de la línea y los requisitos de la señal descendente durante la fase de ingeniería inicial para garantizar un protocolo de enlace de software adecuado.
R: La mayoría de los fabricantes premium envían ingenieros directamente para la puesta en marcha in situ. El comprador suele cubrir los gastos de viaje y alojamiento. Como alternativa, muchos proveedores ahora ofrecen completos tutoriales en vídeo y sesiones remotas de solución de problemas de Realidad Aumentada (AR) para la autoinstalación.
R: Es técnicamente posible cambiando los moldes y los parámetros de calentamiento. Sin embargo, es altamente ineficiente. El PVC y el HDPE requieren curvas de calentamiento y tiempos de enfriamiento muy diferentes. Se recomienda encarecidamente utilizar máquinas dedicadas para mantener altas velocidades de producción.




